Плоские рельсы А в конструкции кранов
Целевое предназначение и колоссальная грузоподъёмность мостовых кранов требует особого внимания ко всем деталям конструкции
Особенно пристальное внимание необходимо обращать на такой элемент как крановый рельс, являющейся основной деталью несущего моста. Во время работы вся конструкция крана испытывает огромные нагрузки, большая часть которых ложится на грузозахватывающий механизм
Принимая во внимание скорость, с которой он передвигается по мосту, любая ошибка в монтаже рельса может стать фатальной. Многое зависит и от качества стали А рельса крана.
Широкое применение мостовых кранов обусловило огромную востребованность такого вида металлопроката как рельс для мостовых кранов.
Основными преимуществами европейских рельсов для мостовых кранов стали:
- Намного более широкая подошва рельса А и толщина шейки рельса. Эти параметры европейского рельса А для кранов, придали ему более низкий, по сравнению с аналогами, центр тяжести и повысили устойчивость рельса при воздействии боковых нагрузок.
- Повышенный уровень углерода в стали, предназначенной для изготовления рельсов А. Наличие углерода значительно повышает прочность и твердость рельсов А типа и многократно увеличивает сроки эксплуатации изделия.
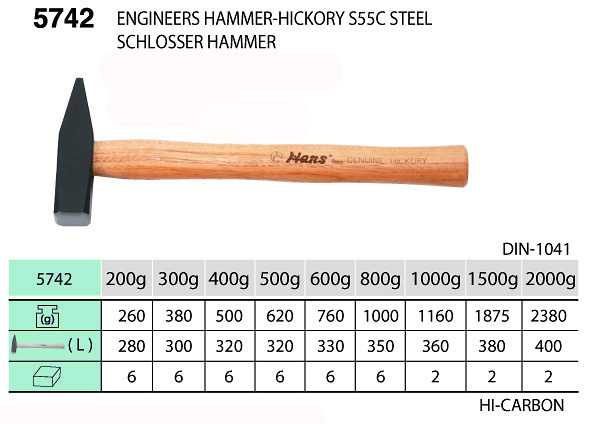
Описание молотка
Головка молотка может иметь различные формы и размеры, в зависимости от его назначения и применения. Одним из распространенных типов головки является подкладная головка с увеличенной площадью контакта. Ее головка обычно имеет форму тарельчатой, что позволяет увеличить силу удара.
Молотки могут иметь различные классы прочности и нормативы, включая стандарт DIN 1041. В соответствии с этим стандартом, молотки должны иметь длиннозвенную рукоятку с нормальной насечкой, оцинкованную поверхность и шестигранник для ввинчивания вида молотка.
Головка молотка может быть фиксированной или сменной. При наличии фиксированной головки, она часто укрепляется приварной или привинчиваемой металлическим винтом, обеспечивая прочное соединение. Сменная головка может быть установлена с помощью специальных устройств, таких как тросы, муфты или хомуты.
Головки молотка могут иметь различные свойства, такие как зубьями дюймового размера для работы с деревом, резьбовыдавливающий клык для работы с металлом или потенциально насеченное кольцо для работы с насечками. Также головки могут быть полной, полукруглой или квадратной формы.
Рукоятка молотка обычно имеет сильную и упругую конструкцию. Она может быть сделана из различных материалов, таких как дерево, металл или пластик. Рукоятка может иметь различные покрытия, такие как противоскользящая насечка, чтобы обеспечить удобство в работе.
Молотки также могут использоваться с дополнительными инструментами, такими как гайка-барашек, шайбы или стопорное кольцо, чтобы обеспечить дополнительную безопасность и удобство. Кроме того, многие молотки соответствуют стандартам DIN 1041, что гарантирует их качество и применимость в различных сферах деятельности.
Значение Din 1041 в строительстве
DIN 1041 — это норма, устанавливающая требования к качеству добротности в строительстве. Она определяет методы и процедуры, которые должны быть выполнены для достижения определенного уровня качества.
Данная норма разработана для использования в строительных проектах, чтобы обеспечить соответствие работ строительным нормам и правилам. Она применяется для различных компонентов и систем, таких как строительные материалы, конструкции, инженерные системы и другие элементы, которые могут влиять на качество и безопасность зданий.
DIN 1041 предоставляет рекомендации и требования на всех этапах строительного процесса, включая планирование, проектирование, строительство, эксплуатацию и срок службы объектов. Она также содержит информацию о контроле качества и испытаниях, которые должны проводиться во время строительных работ.
Применение DIN 1041 в строительстве имеет несколько важных преимуществ:
- Обеспечение безопасности и надежности: Норма DIN 1041 гарантирует, что все строительные работы будут выполнены с соблюдением высоких стандартов качества, что способствует улучшению безопасности и надежности зданий.
- Стандартизация процессов: Использование DIN 1041 унифицирует процессы строительства, что помогает избежать ошибок и несоответствий в работе различных специалистов.
- Повышение доверия: Соблюдение нормы DIN 1041 позволяет подтвердить высокое качество строительных работ, что способствует повышению доверия заказчиков и улучшению репутации компаний, занимающихся строительством.
В целом, использование и соблюдение нормы DIN 1041 в строительстве помогает обеспечить высокое качество строительных работ, улучшить безопасность и надежность зданий, а также повысить доверие заказчиков и репутацию компаний в этой отрасли.
Что такое DIN 1041?
DIN 1041 – это стандарт, разработанный в Германии, который определяет термины и определения, используемые в технике и измерениях. DIN 1041 является одним из множества стандартов, разработанных Германским институтом по стандартизации (DIN), и широко применяется в различных отраслях, связанных с техникой и измерениями.
Стандарт DIN 1041 устанавливает общие термины и определения, которые используются для обозначения измерительных приборов, методов измерений, анализа результатов измерений и другой связанной терминологии. Этот стандарт был разработан, чтобы обеспечить единообразное понимание и коммуникацию в области техники и измерений.
В DIN 1041 включены термины, связанные с различными измерительными величинами, такими как длина, масса, время, сила, давление и температура, а также термины, связанные с измерительными приборами, методами измерений и точностью измерений. Стандарт также содержит термины, связанные с калибровкой приборов, контролем качества и статистической обработкой данных.
Одной из важных особенностей DIN 1041 является его актуальность и аккуратность. Стандарт постоянно обновляется и расширяется, чтобы отражать современные технологические и научные достижения. Это позволяет обеспечивать точность и надежность в области техники и измерений.
В заключение, DIN 1041 – это стандарт, который играет важную роль в области техники и измерений. Он обеспечивает единообразную терминологию и определения, что позволяет профессионалам в этой области лучше понимать и коммуницировать друг с другом. Благодаря этому стандарту, технические и измерительные процессы становятся более эффективными и надежными.
Ensure conformity of your accompanying information with Greenlight Guru
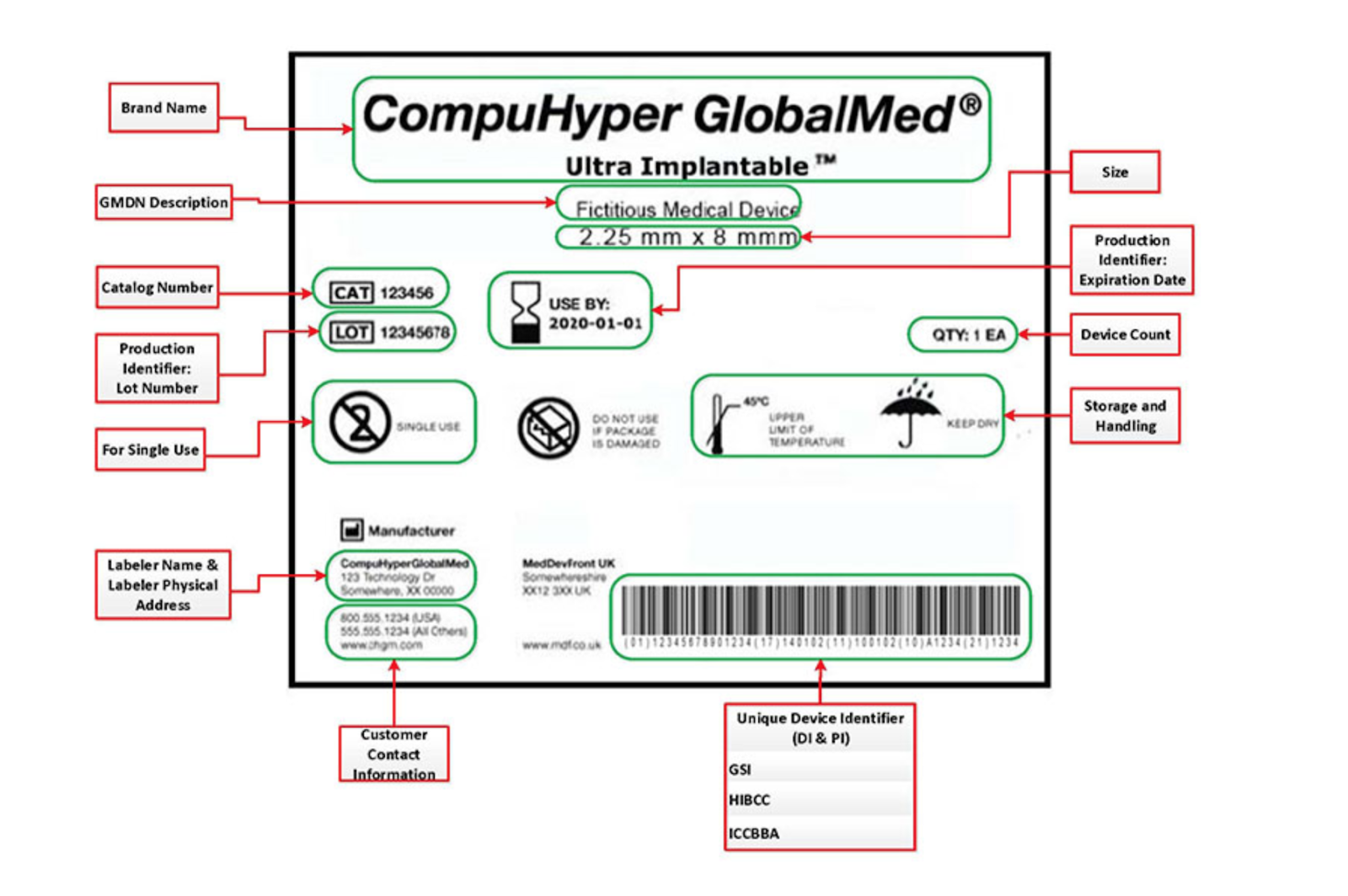
While ISO 20417:2021 does clarify much of the accompanying information requirements, its broad scope can easily become overwhelming for even the most experienced medical device manufacturer.
Fortunately, you do have options when it comes to ensuring your medical device’s accompanying information conforms to the new standard. Greenlight Guru’s QMS software is the only QMS software that aligns with the latest regulations and standards specific to medical devices.
Don’t let nonconformity of accompanying information trip your medical device up at the goal line. Get your free demo of Greenlight Guru Quality today!
Looking for a design control solution to help you bring safer medical devices to market faster with less risk? Click here to take a quick tour of Greenlight Guru’s Medical Device QMS software
Коды Американского общества инженеров-механиков (ASME)
Американское общество инженеров — механиков (ASME) Котельные и сосуды высокого давления Код (BPVC) охватывает все аспекты проектирования и производства котлов и сосудов под давлением. Все разделы содержат спецификации сварки, однако наиболее важная информация содержится в следующем:
| Код | Описание |
|---|---|
| ASME BPVC Раздел I | Правила устройства энергетических котлов |
| ASME BPVC Раздел II | Часть C: Спецификации сварочных стержней, электродов и присадочных металлов. |
| ASME BPVC Раздел III | Правила строительства компонентов ядерной установки — подраздел NCA — Общие требования для 1-го и 2-го подразделений |
| ASME BPVC Раздел IV | Правила устройства отопительных котлов |
| ASME BPVC Раздел V | Неразрушающий контроль |
| ASME BPVC Раздел VIII | Правила строительства сосудов под давлением 1 и 2 дивизиона |
| ASME BPVC Раздел IX | Квалификация по сварке и пайке |
| ASME B16.25 | Концы для стыковой сварки |
| ASME B31.1 | Электропроводка |
| ASME B31.3 | Технологический трубопровод |
| ASME B31.9 | Строительный трубопровод |
Соответствие DIN 1041 500 требованиям
Стандарт DIN 1041 500 представляет собой набор требований и указаний, которым должны соответствовать
металлические и неметаллические материалы, используемые в строительстве и промышленности. Он устанавливает
технические требования к различным характеристикам материалов, их свойствам и методам их испытаний.
Соответствие DIN 1041 500 требованиям является основным критерием для качественного металла и
неметаллических материалов. Оно гарантирует, что материалы имеют необходимые свойства, устойчивость
к воздействиям окружающей среды и механическим нагрузкам. Соответствие DIN 1041 500 также обеспечивает
безопасность и надежность конструкций, выполненных из этих материалов.
В нормативе DIN 1041 500 указаны допустимые значения для различных характеристик материалов, таких
как механическая прочность, устойчивость к коррозии, электрические свойства и т.д. Также стандарт определяет
методы испытаний для определения соответствия материалов требованиям.
Оценка соответствия DIN 1041 500 требованиям проводится на основе результатов испытаний, проведенных
в аккредитованных лабораториях. Лаборатории должны строго соблюдать методики испытаний и руководствоваться
регламентами стандарта.
Использование материалов, соответствующих DIN 1041 500, гарантирует высокое качество
конструкций и продукции, в которой они применяются. Это также облегчает передачу данных о материалах
между различными участниками процесса проектирования и производства, так как стандарт является международным и
широко применяется в промышленности и строительстве.
Основные требования Din 1041
Din 1041 — это стандарт, определяющий требования к качеству и безопасности работ, связанных с изготовлением, монтажом и эксплуатацией оптических приборов. Этот стандарт разработан немецким институтом DIN (Deutsches Institut für Normung), который специализируется на разработке и утверждении требований и стандартов в различных областях промышленности.
Основные требования Din 1041 включают:
- Точность изготовления: оптические приборы, производимые в соответствии со стандартом Din 1041, должны отвечать определенным требованиям к их точности изготовления. Это означает, что при изготовлении приборов должны быть соблюдены определенные технологические процессы, чтобы достичь необходимого уровня точности и качества оптических деталей.
- Проверка параметров: Din 1041 также определяет методы и процедуры проверки различных параметров оптических приборов. Это включает проверку геометрии оптических элементов, контроль качества поверхностей, измерение фокусного расстояния и других характеристик приборов. Проверка параметров выполняется в специально оборудованных лабораториях с использованием соответствующих приборов и методик.
- Безопасность использования: Din 1041 также устанавливает требования к безопасности при эксплуатации оптических приборов. Это включает проверку и оценку уровня радиационной безопасности, акустические и электромагнитные излучения, а также требования к использованию лазерных и других оптических источников излучения.
Применение Din 1041
Сферы применения
Примеры оптических приборов
Научные исследования
Микроскопы, телескопы
Медицина
Операционные микроскопы, лазерные системы
Производство и контроль качества
Линзы, оптические системы для измерительных приборов
Военное дело
Прицелы, ночные видение
Важно отметить, что Din 1041 является обязательным для соответствующих производителей и пользователей оптических приборов в Германии. В других странах могут использоваться аналогичные стандарты, разработанные национальными организациями для установления требований к оптическим приборам и обеспечения их безопасности и качества
Что такое Din 1041
Din 1041 (DIN EN 45011) – это стандарт, который устанавливает общие требования к органам по сертификации продукции и услуг. Он был разработан Немецким институтом по стандартизации (DIN) и определяет процедуры и критерии, которым должны соответствовать органы по сертификации.
Данный стандарт направлен на обеспечение надежности и объективности процесса сертификации и удостоверения соответствия продукции и услуг определенным требованиям. Он гарантирует, что сертификационные органы работают в соответствии с установленными стандартами и процедурами.
Органы по сертификации, получившие аккредитацию в соответствии с Din 1041, имеют право выдавать сертификаты соответствия, которые подтверждают, что продукция или услуги соответствуют определенным стандартам. Эти сертификаты могут быть необходимы для получения разрешений на торговлю на определенных рынках или для подтверждения качества продукции перед ее продажей.
Органы по сертификации, работающие в соответствии с Din 1041, должны отвечать определенным требованиям, включая необходимую компетентность и независимость. Это обеспечивает доверие к сертификационным органам и их способность оценивать соответствие продукции и услуг требованиям стандартов.
Основные требования Din 1041
Требование
Описание
Независимость
Орган по сертификации не должен быть связан с организациями, производящими или использующими сертифицируемую продукцию.
Компетентность
Орган по сертификации должен иметь квалифицированный персонал, способный проводить оценку соответствия продукции и услуг требованиям стандартов.
Объективность
Орган по сертификации должен действовать независимо и объективно при проведении сертификации и оценке соответствия.
Конфиденциальность
Орган по сертификации должен обеспечивать конфиденциальность информации, полученной в процессе сертификации.
В целом, Din 1041 является важным стандартом, который обеспечивает надежность и качество процесса сертификации. Он устанавливает основные требования к органам по сертификации, обеспечивающим доверие к их работе и возможность получения сертификатов соответствия продукции и услуг.
ПРИМЕР ОПРЕДЕЛЕНИЯ УСЛОВНОГО ПРЕДЕЛА УПРУГОСТИ s0,02 И УСЛОВНОГО ПРЕДЕЛА ТЕКУЧЕСТИ s0,2 ДЛЯ СТЕРЖНЕВОЙ АРМАТУРЫ И ПРОВОЛОКИ
1. Аналитический метод
1.1. Образец
горячекатаной арматурной стали марки А-IV периодического профиля
номинальным диаметром 14 мм. Полная длина образца 400 мм. Начальная площадь
сечения F = 150 мм2.
1.2. Испытание проводят
с измерением тензометрами деформаций по двум диаметрально противоположным
ребрам образца. База одного тензометра lт = 100 мм, а сумма баз двух
тензометров 2lт = 200 мм.
1.3. Величина
остаточной деформации при определении условного предела текучести равна 0,2 %
от суммарной базы тензометров или 0,4 мм при длине 200 мм. Величина остаточной
деформации при определении предела упругости равна 0,02 % от суммарной базы
тензометров или 0,04 мм при длине 200 мм.
1.4. На образец
после его установки в захваты испытательной машины прикладывается начальная
нагрузка, равная 1000 кг, которая составляет примерно 0,08Pmax. Устанавливают тензометры и проводят дальнейшее
нагружение образца этапами по 1000 кг до 7000 кг, что составляет 0,7P0,2, и далее по 500 кг до общего
удлинения образца порядка 1,0 %, что в данном случае соответствует нагрузке
11500 кг.
Результаты
измерений нагрузок и деформаций записывают в таблице испытаний (см. таблицу).
Как видно из таблицы, в диапазоне от 1000 до
4000 кг одному этапу нагрузки в 1000 кг соответствует суммарная деформация 6´10 мм. Определение условных
пределов упругости и условного предела текучести аналитическим способом
проводится с помощью данных, приведенных в таблице.
|
Номер |
Нагрузка |
Отсчет |
Суммарная |
Приращение |
Упругая |
Условно-мгновенная |
|
|
левый |
правый |
||||||
|
1 |
9800 |
||||||
|
2 |
19600 |
2,5 |
3,0 |
5,5 |
5,5 |
6,0 |
0,5 |
|
3 |
29400 |
6,0 |
6,0 |
12,0 |
6,5 |
12,0 |
|
|
4 |
39200 |
9,0 |
9,0 |
18,0 |
6,0 |
18,0 |
|
|
5 |
49000 |
12,0 |
12,0 |
24,0 |
6,0 |
24,0 |
|
|
6 |
58800 |
15,0 |
15,0 |
30,0 |
6,0 |
30,0 |
|
|
7 |
68600 |
18,0 |
18,0 |
36,0 |
6,0 |
36,0 |
|
|
8 |
73500 |
20,0 |
19,0 |
39,0 |
3,0 |
39,0 |
|
|
9 |
78400 |
22,0 |
21,0 |
43,0 |
4,0 |
42,0 |
1,0 |
|
10 |
83300 |
24,0 |
23,5 |
47,5 |
4,5 |
45,0 |
2,5 |
|
11 |
88200 |
26,5 |
25,5 |
52,0 |
4,5 |
48,0 |
4,0 |
|
12 |
93100 |
28,0 |
29,0 |
57,0 |
5,0 |
51,0 |
6,0 |
|
13 |
98000 |
37,0 |
40,0 |
77,0 |
20,0 |
54,0 |
23,0 |
|
14 |
102900 |
52,0 |
55,0 |
107,0 |
30,0 |
57,0 |
50,0 |
|
15 |
107800 |
74,0 |
77,0 |
151,0 |
44,0 |
60,0 |
91,0 |
|
16 |
112700 |
98,0 |
102,0 |
200,0 |
49,0 |
63,0 |
137,0 |
|
17 |
117600 |
— |
— |
— |
— |
— |
— |
По данным опыта величина остаточной деформации 0,04
мм соответствует нагрузке, равной 9000 кгс, т.е. P0,02 = 9000 кгс. Следовательно,
условный предел упругости равен:





Величина
остаточной деформации, соответствующая условному пределу текучести, в данном случае
составляет 0,4 или 40 · 10-2 мм.
Как
видно из таблицы, величина остаточной деформации 0,4 мм несколько больше величины деформации при
нагрузке 10000 кгс и меньше, чем Σ(Dl — Dlу) при нагрузке 10500 кгс.
Поэтому P0,2 определяем по интерполяции
2. Графический метод
2.1. По данным
измерений деформаций, приведенным в таблице, строим график P — Dl. По оси ординат откладываем
нагрузку, а по оси абсцисс — соответствующее удлинение Dl (см. черт. 4). На
графике проводим прямые, параллельные участку пропорциональной зависимости
диаграммы P — Dl,
на расстоянии от прямой части диаграммы в направлении оси абсцисс, равном для условного
предела текучести 0,4 мм и для предела упругости 0,04 мм. В точках пересечения
этих линий диаграммой растяжения определяем нагрузки P0,2 и P0,02, соответствующие условным
пределам текучести s0,2 и упругости s0,02.
Р0,2 = 10300 кгс;
P0,2 = 9000 кгс;
Использование и безопасность
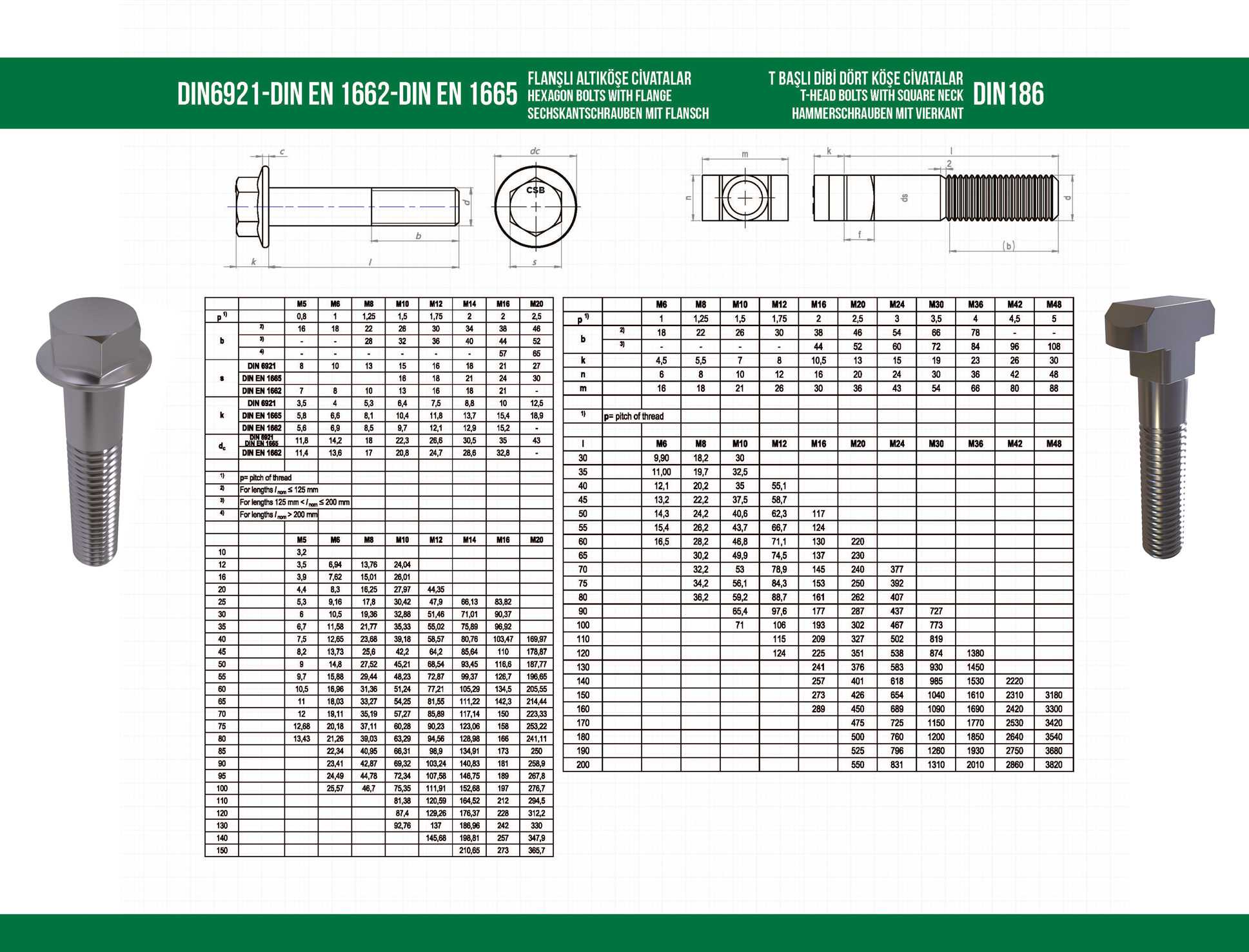
Стандарт DIN 1041 определяет требования по использованию и безопасности для различных типов крепежных элементов, соответствующих нормам DIN.
Стандартом регламентируются параметры и характеристики винтов, болтов, гаек и других крепежных изделий, используемых в различных областях промышленности. Он включает в себя описания метрических и дюймовых размеров, резьб и формы элементов.
Использование стандарта DIN 1041 гарантирует совместимость крепежных элементов, облегчает их монтаж и демонтаж, а также повышает безопасность эксплуатации.
Стандартом предусмотрены различные типы резьбовых соединений, такие как прямые и конические резьбы. Кроме того, требования стандарта включают усиленные, самоконтрящиеся и пружинные резьбы, что обеспечивает надежное соединение деталей.
Стандарт DIN 1041 определяет исполнение крепежных элементов, их форму, размеры и свойства материала. Это позволяет выбирать подходящее соединение в зависимости от конкретных требований и условий эксплуатации.
Стандартом установлены также требования к безопасности при использовании крепежных элементов. Он предусматривает использование качественных и надежных материалов, таких как сталь, оцинкованная сталь и металлический пластик.
В стандарте также установлены рекомендации по использованию дополнительных элементов, таких как зажимы, усиливающие лапки и шестигранные усы. Они обеспечивают дополнительную устойчивость и надежность соединения.
При использовании стандарта DIN 1041 необходимо учитывать особенности работы с крепежными элементами. Например, для соединения крупных деталей рекомендуется использовать квадратные или крестообразные зубчатые муфты.
Согласно стандарту, длина насеченного отверстия в детали должна соответствовать длине резьбового отверстия. Это позволяет обеспечить надежное и прочное соединение.
Также стандартом предусмотрен подробный перечень инструментов, которые могут использоваться при монтаже и демонтаже крепежных элементов. К ним относятся станочные инструменты, крестообразные отвертки, шестигранные ключи и тормозные инструменты.
Важно отметить, что стандарт DIN 1041 устанавливает требования к маркировке крепежных элементов, что облегчает их идентификацию и выбор в соответствии с требуемыми параметрами. Помимо этого, стандарт также содержит информацию о технических характеристиках элементов, таких как максимальная нагрузка и предельные значения растяжения
ПРИМЕР ОПРЕДЕЛЕНИЯ УСЛОВНОГО ПРЕДЕЛА ТЕКУЧЕСТИ АРМАТУРНЫХ КАНАТОВ
Аналитический метод
1. Испытанию
подвергают образец каната номинальным диаметром 15 мм и начальной площадью поперечного
сечения 141,6 мм2. Измеряют деформацию тензометрами по двум
диаметрально противоположным сторонам образца. Цена деления шкалы тензометра
0,01 мм. База тензометра 300 мм. Допуск на величину остаточной деформации при
определении условного предела текучести 0,2 % от базы тензометра 300 мм
составляет 0,6 мм. Учитывая, что измерение деформации производят с двух сторон
образца, заданное удвоенное отклонение составит 0,6´2 = 1,2 мм.
2. К испытуемому
образцу после его установки в захваты испытательной машины прикладывают
начальную нагрузку, равную 2000 кгс, которая соответствует примерно 0,1 от
ожидаемого разрывного усилия Pmax
= 23000 кгс. Устанавливают тензометр, снимают начальные отсчеты и проводят
двукратное нагружение — разгружение образца в интервале 0,10 — 0,35Pmax. Затем образец нагружают от 0,10 до 0,35Pmax одной ступенью нагружения, от 0,35 до 0,8Pmaxне менее семи ступеней.
Результаты измерений нагрузок и деформаций на каждом этапе нагружения
записывают в таблицу.
Далее проводится обработка показаний
тензометров.
|
Нагрузка |
Отсчет |
Сумма |
Полная |
Упругая |
Условно-мгновенная |
|
|
левый |
правый |
|||||
|
19600 |
8 |
7 |
15 |
|||
|
78400 |
72 |
68 |
140 |
125 |
125 |
|
|
19600 |
8 |
7 |
15 |
|||
|
78400 |
68 |
67 |
135 |
120 |
120 |
|
|
19600 |
8 |
7 |
15 |
|||
|
39200 |
28 |
27 |
55 |
40 |
40 |
|
|
58800 |
48 |
47 |
95 |
80 |
80 |
|
|
78400 |
68 |
67 |
135 |
120 |
120 |
|
|
98000 |
88 |
87 |
175 |
160 |
160 |
|
|
117600 |
108 |
107 |
215 |
200 |
200 |
|
|
127200 |
127 |
128 |
255 |
240 |
240 |
|
|
137000 |
141 |
140 |
281 |
266 |
260 |
6 |
|
146800 |
154 |
154 |
308 |
293 |
280 |
13 |
|
150600 |
168 |
168 |
336 |
321 |
300 |
21 |
|
160400 |
185 |
184 |
369 |
354 |
320 |
34 |
|
170200 |
203 |
202 |
405 |
390 |
340 |
50 |
|
175100 |
217 |
218 |
435 |
420 |
350 |
70 |
|
184900 |
230 |
230 |
460 |
445 |
360 |
85 |
|
194700 |
254 |
253 |
507 |
492 |
370 |
122 |
|
204500 |
293 |
293 |
586 |
571 |
380 |
191 |
3. Заданное отклонение от пропорциональной
зависимости между напряжением и деформацией несколько больше полученной при нагрузке
20500 кгс и меньше чем при нагрузке 20000 кгс.







Поэтому P0,2 определяем по интерполяции
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1.
РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением
Государственного комитета СССР по стандартам от 15.12.81 № 5419
3. ВЗАМЕН ГОСТ 12004-66
4.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение |
Номер |
|
1.8 |
|
|
1.9 |
|
|
1.1; |
|
|
1.8 |
|
|
1.9 |
5. Ограничение срока действия снято по протоколу №
5-94 Межгосударственного совета по стандартизации, метрологии и сертификации
(ИУС 11-12-94)
6. ИЗДАНИЕ (сентябрь 2009 г.) с Изменениями № 1, 2,
утвержденными в июне 1985 г., августе 1990 г. (ИУС 9-85, 11-90)
|
1. Методы отбора образцов. 1 2. Аппаратура. 3 3. Проведение испытаний и обработка результатов. 3 Приложение 1. Справочное. Термины, обозначения и Приложение 2. Рекомендуемое. Пример определения Приложение 3. Рекомендуемое. |