

Ножи из стали SAE 1070
Лезвия представленных изделий, изготовлены из углеродистой стали SAE 1070. Углеродистая сталь – достаточно мягкая, что позволяет легко править и точить клинок даже в полевых условиях. Углеродистая сталь ржавеет и со временем покрывается оксидной, серой или коричневой плёнкой, правда оксидная плёнка в отличие от ржавчины не оказывает никакого негативного влияния на клинок.
Туристический мачете Tramontina
Мачете Tramontina, оснащённое эргономичной рукоятью из дерева отлично подойдёт для огромных нагрузок. Данное изделие можно использовать в качестве топора или секача. Удобен и неприхотлив – найдет применение в быту и на природе. Характеристики изделия:
- Материал рукояти: дерево;
- Длина лезвия: 300 мм;
- Общая длина: 430 мм;
- Вес мачете: 300 грамм;
- Толщина обуха: 2,0 мм;
- Производитель: Tramontina.
Удобное и неприхотливое орудие.
Складной нож Ganzo Firebird
Ganzo Firebird – отличный выбор для повседневного ношения в городских условиях или активного отдыха на природе. Нож обладает лаконичным дизайном, дополненным отменой надёжностью, износостойкостью и сбалансированной эргономикой. Характеристики клинка:
- Длина ножа: 206 мм;
- Длина клинка: 86 мм;
- Толщина обуха: 2.7 мм;
- Материал рукояти: Карбон;
- Производство: Ganzo, Китай;
- Вес: 116 грамм.
Нож обладает лаконичным дизайном.
Охотничий нож BUCK BuckLite Max II Small
BuckLite Max II – обновлённая модель охотничьего ножа 2018 года. Ножи нового поколения отличаются незначительными изменениями в геометрии полнохвостового клинка, а также полностью обновлённой рукояткой. Клинок ножей, как и раньше, изготовлен стали SAE 1070. Такой нож отлично подойдёт для походов и отдыха на природе. Характеристики изделия:
- Длина ножа: 190 мм;
- Длина клинка: 80 мм;
- Толщина обуха: 2,1 мм;
- Твердость стали: 56−57 HRC;
- Материал рукояти: Нейлон Dynaflex;
- Вес: 79 грамм.
Обновлённая модель охотничьего ножа 2018 года.
Виды нержавеющих листов
Листовой прокат из легированной стали подразделяется на горячекатаный и холоднокатаный. Оба вида проката классифицируются по:
- точности прокатки (А и Б);
- виду кромки: обрезная и необрезная (О, НО);
- группе плоскостности листов (ПО, ПВ, ПУ, ПН).
Горячекатаная нержавеющая сталь имеет широкий размерный диапазон и доступную стоимость, что объясняет масштабы востребованности в различных областях: машиностроении, строительстве, производстве оборудования для пищевой, химической, нефтеперерабатывающей, фармацевтической промышленности и др. По качеству обработки поверхности горячекатаная сталь производится:
- без дополнительной термической обработки (5д);
- светлого отжига/термически обработанной, травленой (М2б, М3б, М4б, М5б).
Холоднокатаный листовой прокат из нержавеющих марок выпускается небольшой толщины (максимальная толщина холоднокатаного листа — 5 мм, когда горячекатаного в десять раз больше — 50 мм). Благодаря дополнительной обработке холоднокатаная сталь отличается улучшенным качеством поверхности и дополнительной прочностью (в результате снижения деформационных напряжений). По типу обработки поверхности холоднокатаная сталь бывает:
- нагартованой (Н1);
- полунагартованой (ПН1);
- травленой или прошедшей обработку светлым отжигом (М2б, М3б, М4б, М5б).
Свойства и виды нержавеющих листов
15.06.2021
Нержавеющий лист – прокатная металлопродукция из многокомпонентных коррозионно-стойких марок стали. Листовой профиль характеризуется упругой деформацией, пластичностью, высокой прочностью и хорошей свариваемостью. Применяется в тяжелой промышленности, фармацевтической и химической отрасли, строительстве и машиностроении, производстве труб и мебели.

Производство
При изготовлении нержавеющих листов используют технологии горячего проката и холодного деформирования на специализированных станах. Сырьем горячекатаной продукции служат разные марки сталей, в которых основным легирующим компонентом является хром (не менее 10,5%). Из горячего сплава в процессе остывания формируется листовой материал требуемых параметров. Производство холоднокатаных изделий осуществляется при температуре 400-500 оС из стальных заготовок. Для улучшения поверхностного слоя листовой металлопродукции выполняется шлифование, полировка валиками, термическая обработка, конструктивные изменения с образованием декоративных рифлей.
Свойства стали
Сталь SAE 1070 прекрасно подходит для изготовления ножей и других режущих инструментов. Это возможно благодаря интересным характеристикам состава. Давай познакомимся с ними поближе.
Физические свойства
К физическим свойствам стали SAE 1070 можно отнести следующие показатели:
- коэффициент линейного расширения (10−6K−1) — 10 – 10;
- теплопроводность стали (Вт/(м·K)) — 25 – 25;
- удельное сопротивление (Ом·мм²/м) — 0.55 — 0.55;
- плотность (кг/м3) — 7700 – 7700;
- удельная теплоёмкость (Дж/(кг·К)) — 460 – 460;
- температура плавления (0C) — 1450 – 1510.
Механические свойства
Сталь SAE 1070 имеет следующие механические параметры:
- относительное удлинение при разрыве (%) — 8 – 25;
- модуль упругости (МПа) — 200000 – 200000;
- предел текучести (МПа) — 350 – 550;
- усталость (МПа) — 275 – 275;
- предел прочности (МПа) — 650 – 880.
Изделия из стали SAE 1070.
МАРКИРОВКА И УПАКОВКА
6.1. Маркировка, упаковка и оформление документации — по ГОСТ 7566.
6.2. (Исключен, Изм. № 1).
6.3. При полистном испытании каждый лист маркируется присвоенным ему номером.
(Рекомендуемое)
ОСНОВНЫЕ ПОЛОЖЕНИЯ ПОСТАВКИ ЛИСТОВ С НОРМИРОВАНИЕМ ОТНОСИТЕЛЬНОГО СУЖЕНИЯ ПОПЕРЕЧНОГО СЕЧЕНИЯ В НАПРАВЛЕНИИ ТОЛЩИНЫ ЛИСТА
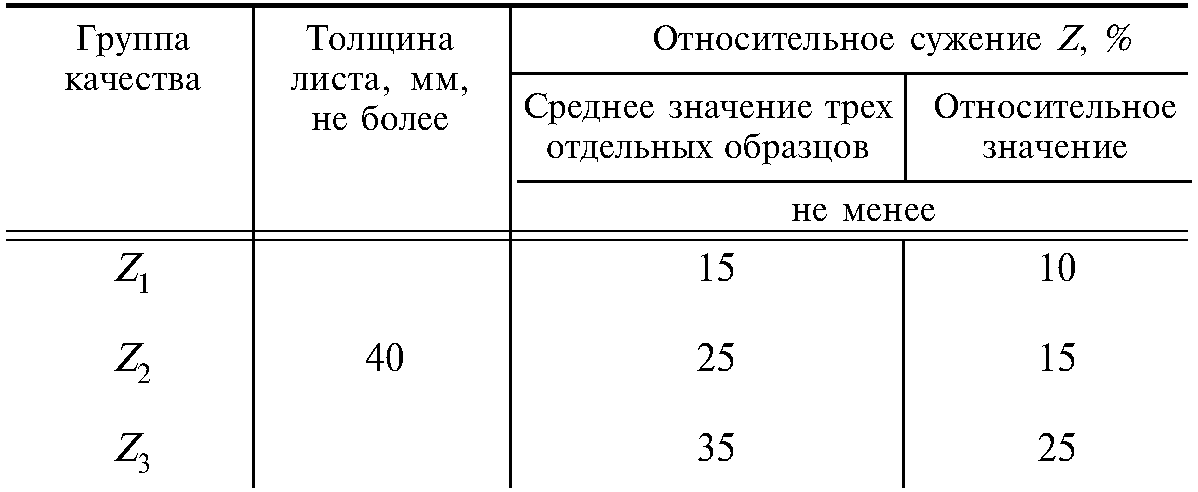
1. Листы могут поставляться по группам качества относительного сужения в направлении толщины листа— Zx, Z2 и Z3.
Относительное сужение при разрыве в направлении толщины указано в таблице.
2. В листах групп качества Zx, Z2, Z3 внутренние дефекты в виде расслоений не допускаются, если они неимеют точечной формы, их диаметр превышает 10 мм и на площади 1 м2 имеется свыше одного дефекта.
3. Для листов групп качества Zj, Z2,Z3 партия должна состоять из листов одной марки стали, одной садки в печь илиподвергнутых термической обработке поодному режиму (в печах непрерывного действия), для стали из слитков — одной плавки-ковша, одной группы качества и однойгруппы толщины.
По толщине листы подразделяются на группы толщиной до 20 мм и свыше20 мм.
Испытанию на растяжение в направлении толщины подвергают 10 % листов группы качества Zj, 20 % листов группы качества Z2 и каждый лист от партии группы качества Z3.
4. Если при испытании механических свойств в направлении толщины не достигается предписанноеминимальное среднее значение или отдельный результат испытания находится ниже предписанного минимального отдельного значения, испытание проводят на трех новых образцах. При этом среднее значение извсех результатов испытания должно быть не ниже предписанного среднего значения и никакой из отдельныхрезультатов, полученных на новых образцах, не должен быть ниже наименьшего отдельного значения.
5. Определение относительного сужения поперечного сечения в направлении толщины листа в случаенеобходимости может проводиться для листов толщиной свыше 40 мм.
(Справочное)
ПРЕДЕЛ ПОЛЗУЧЕСТИ И ДЛИТЕЛЬНОЙ ПРОЧНОСТИ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Продолжение
П р и м е ч а н и я:
1. Указанные значения являются средними.









2. Значения температуры в скобках показывают, что соответствующую сталь при этой температуре нельзяприменять в условиях длительной нагрузки.
ПРИЛОЖЕНИЯ 1, 2. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. №> 4).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР постандартам от 13.02.79 № 545
Изменение № 4 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 12 от 21.11.97)
За принятие изменения проголосовали:
3. ВЗАМЕН ГОСТ 5520-69
4. Стандарт полностью соответствует СТ СЭВ 103-74
5. Стандарт унифицирован с БДС 5930-76
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
Области применения
Различное использование материалов в промышленности обусловлено разнообразием свойств. Изделия, полученные горячим и холодным методом, отличны по свойствам. Горячекатаные металлические пластины чаще всего находят применение:
- при строительстве судов, авиалайнеров, машин, материал используют в конструкциях, где соединение узлов происходит с помощью метизов и без применения сварки;
- в строительной области металл находит применение в виде несущих элементов каркаса и при изготовлении элементов внутреннего устройства с последующей отделкой;
- для изготовления труб методом пайки;
Холоднотянутый лист используется в следующих случаях:
- при изготовлении профнастила и для выпуска гладкой оцинковки;
- в производстве автомобилей;
- для выпуска тонкой жести с оловянным укрывающим слоем, применяемым в производстве консервной тары;
- при изготовлении декапира (отожженных пластин), задействованных при производстве эмалированной посуды;
- качественная ровная поверхность обуславливает его окрашивание порошковыми составами, никелирование и хромирование;
- для холодной штамповки.
Технология производства белой жести
Сырьевые компоненты
Основными сырьевыми компонентами для производства белой жести являются:
- горячекатаный прокат после травления;
- олово;
- вспомогательные материалы.
В качестве сырья для производства используются заготовки, уже прошедшие горячий прокат.
Параметры закупаемого проката определяются требованиями исходного сырья для производства белой жести, и, как правило, устанавливаются:
- международные марки стали (низкоуглеродистой): EDDQ, DDQ, DQ, CQ;
- российские марки стали (низкоуглеродистой): 08кп, 08пс,08ю с химическим составом по ГОСТ 1050-88;
- толщина: 0,12 мм – 4,0 мм;
- ширина: 600 – 1 300 мм;
Параметры закупаемого олова определяются требованиями исходного сырья для производства белой жести. Согласно ГОСТ 860-75 для производства белой жести требуется олово следующей категории качества:
высшая категория олова: 01пч (с содержанием Sn не менее 99,915%), 01 (с содержанием Sn не менее 99,9%).
Размеры нержавеющих листов
Размерный ряд и допустимые предельные отклонения для листового нержавеющего проката устанавливаются в зависимости от толщины листа (толстолистовая или тонколистовая сталь) и способа производства (горячекатаная или холоднокатаная сталь).
Размерный ряд горячекатаной нержавеющей стали регламентируется ГOCT 19903 (для толщин, определенных ГOCT 7350-77 для толстолистовой и ГOCT 5582-75 для тонколистовой стали).
Размеры нержавеющих листов
толстолистовой горячекатаной
стали по ГOCT 19903
| Толщина листов, мм | Диапазон длины листа при ширине от 600 до 2000 (в мм) | |||||||||
|
600 650 670 |
700 | 710 |
750- 950 |
1000- 1420 |
1500 |
1600, 1700 |
1800 | 1900 | 2000 | |
|
4,0; 4,5; 5,0; 5,5 |
2000 |
2000 6000 |
1420- 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
2000 6000 |
— | — |
| 6; 6,5; 7; 7,5 | — | 2000-7000 |
2000- 7000 |
2000- 7000 |
||||||
|
8; 8,5; 9; 9,5; 10; 10,5 |
Диапазон длины листа при ширине от 700 до 2500 (в мм) | |||||||||
|
700 710 |
750- 1000 |
1000 1300 |
1400 | 1420 | 1500 |
1600 2200 |
2300 | 2400 | 2500 | |
|
2000 8000 |
2000 8000 |
2000 8000 |
2000 8000 |
2000 8000 |
2000 12000 |
3000 12000 |
3000 12000 |
4000 12000 |
4000 12000 |
|
|
11; 11,5; 12; 12,5 |
Диапазон длины листа при ширине от 1000 до 2500 (в мм) | |||||||||
|
1000, 1100 |
1250; 1400; 1420 |
1500 |
1600, 1700, 1800 |
1900-2300 | 2400 | 2500 | ||||
|
2000- 6000 |
2000- 8000 |
2000- 12000 |
3000- 12000 |
3000- 10000 |
4000- 10000 |
4000- 9000 |
||||
|
От 13 до 25,5 мм |
Диапазон длины листа при ширине от 1000 до 2800 (в мм) | |||||||||
| 1000 | 1100 | 1250 | 1400 | 1420 | 1500 | 1600 | 1700 | 1800 | 1900-2800 | |
|
2500 6500 |
2500 6000 |
2500- 6500 |
2500- 6500 |
2500- 12000 |
3000- 12000 |
3000- 11000 |
3200- 11000 |
3200- 10000 |
3200- 10000 |
|
|
26; 27; 28; 29; 30; 31; 32; 34; 36; 38; 40 |
Диапазон длины листа при ширине от 1250 до 3600 (в мм) | |||||||||
|
1250 1400 1420 |
1500 1600 |
1700- 2300 |
2400 2500 |
2600 2900 |
3000 | 3200 | 3400 | 3600 | ||
|
2500- 12000 |
3000- 12000 |
3200- 12000 |
3200- 11000 |
3200- 10000 |
3000- 9500 |
3200- 9500 |
3400- 9500 |
3600 9500 |
||
| 42, 45, 48, 50 | Диапазон длины листа при ширине от 12500 до 3600 (в мм) | |||||||||
|
1250 1400 |
1420 |
1500, 1600 |
1700- 2400 |
2500- 3000 |
3200 | 3400 | 3600 | 3800 | ||
|
2500- 9000 |
3000- 9000 |
3000- 9000 |
3500- 9000 |
3200- 9000 |
3200- 9000 |
3400- 8500 |
3600- 8000 |
3600- 7000 |
Размеры нержавеющих листов
тонколистовой горячекатаной
стали по ГОСТ 19903
|
Толщина листов, мм |
Диапазон длины листа при ширине 600-1500 (в мм) | ||||||||||
| 600 | 650 | 670 | 700 | 710 | 750 | 800 | 850 | 900 | 950 | 1000 | 1100-1500 |
|
1,5; 1,6; 1,8 |
1420-2000 |
1500 6000 |
1600 6000 |
1800- 6000 |
1500 6000 |
2000 6000 |
1500 6000 |
2000- 6000 |
|||
| 2,00; 2,2 | 1420-2000 |
1500 6000 |
1600 6000 |
2000- 6000 |
1800- 6000 |
2000 6000 |
2000 6000 |
2000- 6000 |
|||
| 2,5; 2,8 | 2000 |
2000 6000 |
1420 6000 |
1400-6000 | 2000-6000 | ||||||
| 3,0-3,9 | Диапазон длины листа при ширине 600-1800 (в мм) | ||||||||||
| 600, 650, 670 | 700 | 710 | 750, 800 | 800-1800 | |||||||
| 2000 | 2000-6000 | 1420-6000 | 1600-6000 | 2000-6000 |
Размерный ряд холоднокатаного нержавеющего листа также, как горячекатаного, зависит от стандартных толщин и способа производства: линейка толщин регламентируется ГOCT 5582-75 (для тонколистового проката) и ГOCT 7350-77 (для толстолистового), а стандартные размеры длины и ширины листа, в зависимости от толщины, устанавливаются ГOCT 19904. Причем, диапазон линейки размерного ряда холоднокатаного проката значительно уступает диапазону горячекатаного:
- для тонколистового проката ширина листа устанавливается в пределах от 500 до 1800 мм, длина от 1000 до 6000 мм;
- для толстолистового проката ширина листа от 1250 до 2350 мм, длина от 2000 до 4750 мм.
Зачем нужны лезвия в повседневной жизни? Практические применения лезвиев
Вот некоторые из практических применений лезвиев:
- Разрезание и разделка продуктов – лезвия используются для нарезки овощей, фруктов, хлеба, мяса и других продуктов питания. Они обеспечивают четкие и аккуратные разрезы, что позволяет готовить пищу быстро и эффективно.
- Работа с ремонтом и строительством – лезвия применяются для снятия изоляции с проводов, отделки поверхностей, резки материалов (например, картон, пластик, коврики), а также для выполнения других строительных и ремонтных работ.
- Уход за садом – садовые лезвия используются для обрезки веток, подрезки кустарников и деревьев, а также для удаления сорняков. Они обеспечивают чистые и аккуратные срезы, что способствует здоровому росту растений.
- Точение карандашей и ножей – лезвия применяются для создания острых кончиков у карандашей и ножей. Острые лезвия обеспечивают более точные и четкие чертежи и разрезы.
- Открытие упаковок – лезвия широко используются для открытия пакетов, коробок, пленки и других упаковочных материалов. Они значительно облегчают процесс распаковки и делают его более безопасным.
- Уход за одеждой – лезвия используются для удаления ниток, пушка, загрязнений и других дефектов с одежды. Они позволяют придать одежде более аккуратный и ухоженный вид.
Различие между консервными банками импортного и отечественного производства
Пищевая белая жесть, изготавливаемая в России и странах ближнего зарубежья, проходит только однократную прокатку. Используется холодная технология с результатом в виде стальных полос заданной толщины, которые впоследствии отжигаются. Завершающий этап, перед превращением черной жести в белую – дрессировка. Это процесс позволяет улучшить ряд характеристик стального листа: плоскостность, твердость, минимизация линий сдвига.

Консервные банки из луженой стали
Зарубежная технология предусматривает замену дрессировки дополнительной процедурой холодной прокатки. Повторный процесс проходит с использованием специальных смазочных материалов. Суть технологи двукратной прокатки заключается в снижении толщины листа до 50%. В цифрах это выражается интервалом 0.12 – 0.24 мм. Как результат, получается жесть белая консервная с меньшим расходом металла на банку. При этом сохраняется эластичность металлического профиля и повышается его прочность. Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Лист металла толщиной 2 мм продажа с доставкой
По своим техническим данным лист стальной 2 мм ×1250×2500 выходит из определения такого металлопроката как жесть и относится к тонколистовому металлу. Тонколистовой металл представляет определенные трудности для ручной обработки, поэтому используются механизированные средства, такие как ножницы гильотинные. Габариты позволяют удобно транспортировать и совершать погрузочные операции в ручном режиме. Это дает возможность приобретение данной продукции в розницу от одной единицы товара.Применение металлопродукции лист стальной 2 мм ×1250×2500
Как и весь листовой металлопрокат, лист стальной 2 мм ×1250×2500 применяется во всех сферах промышленности, машиностроения, сельского хозяйства. Из данного листа производят следующие изделия и элементы конструкций:
- Защитные кожухи машин и механизмов;
- Обшивку конструкций;
- Штампованные и вырубные изделия;
- Гнутые элементы;
- Сварные конструкции;
Отличные механические и конструктивные свойства делают тонколистовой металлопрокат продукцией повышенного спроса. На нашей металлобазе можно приобрести лист стальной 2 мм ×1250×2500 в любом количестве по доступным ценам. Мы предлагаем весь ассортимент производимого металлопроката, трубных заготовок. Доставка приобретенного товара осуществляется на автотранспорте компании.









Назначение металлопродукции лист стальной 2 мм ×1250×2500
Назначение любого металлопроката основано на его механических, технологических свойствах и технических характеристиках.
Возможность легко обрабатывать лист 2мм и применять доступные способы крепления, такие как сварка, клепка, болтовое соединение делают его незаменимым во многих технологических процессах в строительстве, машиностроении, сельском хозяйстве, индустриальном производстве и частном секторе.
Дополнительная обработка красителями, полимерами или оцинкованием, придает металлу тонколистовому новые качественные и декоративные характеристики.
Приобрести данную продукцию можно на нашей металлобазе на выгодных условиях.
Особенности металлопродукции лист стальной 2 мм ×1250×2500
Благодаря толщине листа 2мм, лист стальной 2 мм ×1250×2500 приобретает дополнительные прочностные характеристики, приближающие его к деловому металлу. Вес листа и его габариты позволяют грузить и перевозить данную продукцию на грузовых автомобилях в ручном режиме. Лист 2мм отлично обрабатывается механизированным способом и поддерживает такие операции как:
- Гибка;
- Штамповка;
- Вырубка;
Из данного листа производят стандартные металлические входные двери, емкости, элементы обшивки конструкций и оснащения механизмов.
В частном хозяйстве тонколистовой металл активно используется для строительства подсобных помещений, изготовления элементов ограждения и др.
МАРКИ
1.1. Листы изготовляют из стали следующих марок:
15К, 16К, 18К, 20К, 22К — углеродистых;
09Г2С, 16ГС, 10Г2С1; 17ГС, 17Г1С, 14ХГС — низколегированных;
12ХМ, 10Х2М, 12Х1МФ — легированных.
С 01.01.91 стали марок 15К и 14ХГС не допускаются к применению во вновь создаваемой и модернизируемой технике.
(Измененная редакция, Изм. № 3).
1.2. Химический состав марок стали должен соответствовать нормам, указанным в табл. 1.
Т а б л и ц а 1
* Массовая доля ванадия 0,15 % — 0,30 %. (Измененная редакция, Изм. № 1, 2, 3).
1.3. По требованию потребителя в углеродистых и низколегированных сталях массовая долясеры не должна превышать 0,025; 0,030 или 0,035%; фосфора — 0,030 или 0,035%.
(Измененная редакция, Изм. № 3).
1.4. В листах толщиной более 20 мм из стали марок 15К и 20К допускается массовая долямарганца до 0,8%.
1.5. Массовая доля хрома, никеля и меди в углеродистой и низколегированной стали не должнапревышать 0,30% каждого. По требованию потребителя суммарная их массовая доля — не более0,60% (ос).
Массовая доля меди в легированных сталях не должна превышать 0,20%, а при изготовлении скрапп-процессом не более 0,30%.
В низколегированных сталях допускается добавка алюминия и титана из расчета получения в прокате массововй доли алюминия не более 0,05%, титана — не более 0,03%.
Массовая доля алюминия в легированных сталях не должна превышать 0,02%.
(Измененная редакция, Изм. № 3, 4).
1.6. Массовая доля мышьяка в углеродистых и низколегированных сталях — не более 0,08%. Привыплавке стали из керченских руд допускается массовая доля мышьяка до 0,15%, при этом массоваядоля фосфора — не более 0,030%.
1.7. Массовая доля остаточного азота в углеродистой и низколегированной стали должна бытьне более 0,008%, а при выплавке в электрических печах — не более 0,012%.
П р и м е ч а н и я:
1. Допускается в стали, выплавляемой во всех видах агрегатов, массовая доля азота до 0,012%.
2. Независимо от способа выплавки и категории лист из стали с массовой долей азота более 0,008%должен выдерживать испытание на механическое старение.
(Измененная редакция, Изм. № 4).
1.8. В готовом прокате предельные отклонения по химическому составу должны соответствоватьнормам, указанным в табл. 1а.




В прокате из стали марок 20К и 22К плюсовые отклонения по углероду не допускаются.
Т а б л и ц а 1а
(Измененная редакция, Изм. № 3).
История создания
Впервые лезвия для бритвы появились в девяностых годах девятнадцатого века благодаря талантливому изобретателю Кингу Кэмп Жилетту, в честь которого и была названа одноименная компания. Он впервые разработал методику изготовления лезвия из стального листа, толщина которого была меньше, чем обычно. При этом края изделия он максимально остро затачивал. Основное преимущество заключалось в том, что лезвие можно было быстро заменить и сделать станок снова острым. Тем более, что само лезвие отличалось относительно недорогой ценой. В итоге такие бритвенные станки, обладающие одноразовыми лезвиями, практически вытеснили с рынка классические опасные бритвы.

Основные преимущества лезвий:
- обеспечение максимального контакта с кожей;
- качественное и тщательное бритье;
- подготовка кожи к контактному бритью.
- предотвращение раздражения и натирания.
Как ухаживать за лезвиями для бритвы

Лезвие должно содержаться в чистоте, что особенно важно в процессе бритья. После нескольких движений станком по коже бритву следует сполоснуть в горячей воде
Традиционно считается, что чем чаще лезвие промывается, тем лучше оно бреет и дольше не требует замены. При засорении бритвы ухудшится не только качество процесса, но и само изделие гораздо быстрее затупится.
Лезвие следует чистить непосредственно после бритья. Наилучший способ очистки — подержать станок под горячей водой не менее 10 секунд. Если же волоски остались после этой процедуры, то тогда нужно оставить лезвие под водой и просто поменять угол.
После окончания процесса бритья лезвие нужно тщательно высушить. Это связано с тем, что вода хорошо подходит для очистки, но приносит вред при хранении. Влага способствует появлению ржавчины и быстрому износу других элементов бритвы. В связи с этим после использования станок следует промочить бумажной салфеткой или полотенцем.
Для защиты лезвия специалисты рекомендуют использовать специальное масло. Его следует капать на чистый и сухой станок. Для этой процедуры достаточно будет несколько капель продукта. Если же вы пока не приобрели такое масло, то тогда для этой цели вы сможете использовать эфирное или детское масло. Кроме этого, можно после очистки лезвий обработать его небольшим количеством спирта. Это поможет стерилизовать и предотвратить развитие коррозии.
Как уже было сказано, лезвия для бритья нужно хранить подальше от влаги. Конечно, в основном, бритва хранится в ванной комнате, где всегда достаточно много влаги. Поэтому желательно предотвратить попадание капель на изделие. Для этого его лучше хранить в специальном пластиковом контейнере или в хорошо закрытом шкафу.
Пожалуй, самое главное правило использования лезвия для бритвы, независимо от того, какая у него толщина, является своевременная замена. Никакой способ ухода за изделием не позволит ему служить вечно. В большинстве лезвий присутствует специальная цветная полоса. Если она стирается, то это является признаком того, что лезвие нужно выкинуть. Хотя иногда полоса уходит раньше, чем этого стоило бы ожидать. В этой ситуации быстрое стирание полосы может являться критерием неправильного ухода за лезвием. Оно может повреждаться из-за неаккуратного использования при снятии крышки со станка.
Технические характеристики и преимущества
Свойства нержавеющих прокатных листов зависят от химического состава металлических сплавов. В производстве листового проката чаще применяют стали таких марок:
- AISI 304 (обладает устойчивостью к окислению и перепадам температур, повышенной жаростойкостью);
- AISI 316 (отличается стойкостью к питтинговой и межкристаллитной коррозии, прочностью и повышенной плотностью);
- AISI 430 (характеризуется ферромагнитными свойствами, устойчивостью к среде с содержанием сероводорода);
- AISI 321 (имеет высокие показатели жаропрочности, стойкости к коррозийным разрушениям, легко сваривается);
- 12Х18Н10Т (обладает высокой пластичностью, термической устойчивостью и ударной вязкостью).
Листовой металлопрокат выпускается в тонколистовом и толстолистовом исполнении шириной 600,0-3600,0 мм и длиной до 12000,0 мм. Толщина тонколистовой холоднокатаной продукции – 0,5-3,9 мм, горячекатаной – 1,5-3,9 мм. Толщина толстолистового горячего проката – 4,0-50,0 мм, холоднокатаного – 4,0-5,0 мм. Листы из нержавеющей стали классифицируются по точности металлопрофиля (обычная, высокая), типу кромочного края (необрезной, обрезной) и группам плоскостности (от нормального типа до особо высокого).
Толщина листового проката из коррозионностойких и жаропрочных марок стали
Листовой прокат из нержавеющей стали бывает тонколистовым и толстолистовым.
Тонколистовой прокат из легированных марок стали изготавливается в соответствии с техническими условиями по ГOCT 5582-75. Стандартный ряд толщин тонколистовой стали:
- горячекатаная от 1,5 до 3,9 мм с шагом 0,1; 0,2; 0,3 мм;
- холоднокатаная от 0,5 до 3,9 мм с шагом 0,05; 0,1; 0,2; 0,3 мм.
Толстолистовой нержавеющий прокат изготавливается согласно техническим условиям по ГOCT — 7350-77. Стандартный ряд толщин толстолистовой легированной стали:
- горячекатаная от 4 до 50 мм с шагом 0,5; 1; 2; 3 мм;
- холоднокатаная от 4 до 5 мм с шагом 0,2 и 0,3 мм.