

Предисловие
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) на основе перевода на русский язык англоязычной версии указанного в пункте 5 международного стандарта, который выполнен ООО «Техречсервис»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 032 «Внутренний водный транспорт»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 22 ноября 2016 г. N 93-П)
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2017 г. N 616-ст межгосударственный стандарт ГОСТ ISO 9093-2-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2017 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
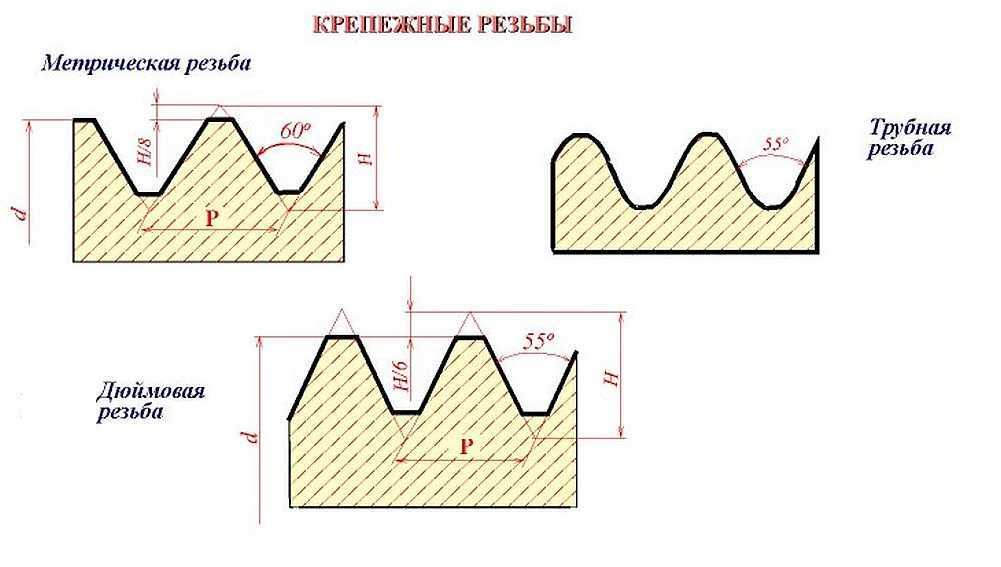
Определение шага
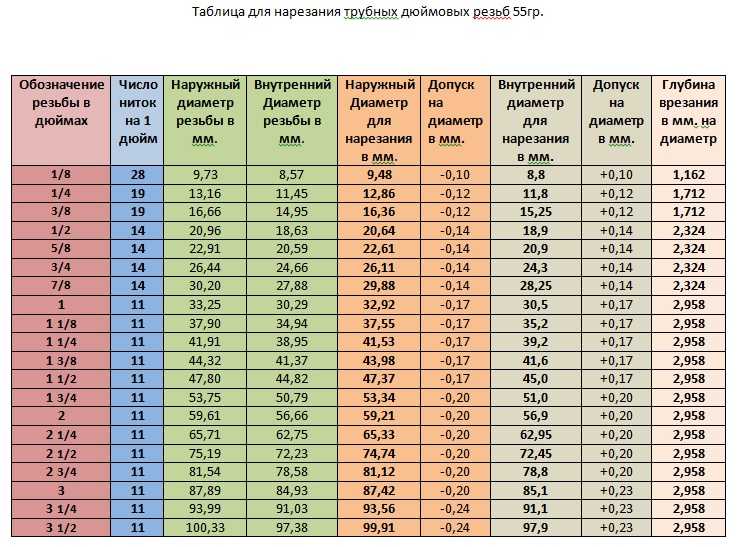
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Требования технических регламентов к конусным соединениям
Конические резьбы от 1 до 2 дюймов NPT используются в соединениях, где требуется повышенная герметичность стыка, которая зависит от крутящего момента затяжки
Эффективное уплотнение особенно важно для труб, транспортирующих гидравлические жидкости, газы, пар. Они используются в широком спектре отраслей промышленности: электростанции, газ и нефть, химическая промышленность, производство и транспортировка на большие расстояния
Надёжность уплотнений зависит также от материалов труб. Кроме обычных стали и латуни, резьба НПТ используется также для арматуры, изготовленной из чугуна, бронзы и некоторых видов пластмасс, в частности, ПВХ, ПНД и нейлона.
Основные нормативные требования к рассматриваемой системе уплотнения:
- Соответствие показателей осевого смещения основной плоскости нормативным данным (кроме ANSI / ASME B1.20.1 используются также данные DIN 2999);
- Должны соблюдаться значения предельных отклонений диаметра D2;
- Оговаривается наименьшая допустимая глубина ввинчивания резьбовой части трубы или фитинга;
- Соблюдение профиля площадки при срезе выступов и впадин;
- Устанавливаются пределы отклонений угловых характеристик.
Две последних проверки могут не выполняться, если на то нет специальных указаний заказчика.
Актуальные требования подпунктов 4.1 и 4.2 данного пункта стандарта
4.1. Понимание организации и ее среды
Организация должна определить внешние и внутренние факторы, которые связаны с ее целями и влияют на способность организации добиваться результата(ов), запланированного(ых) в отношении ее СМБПП.
Организация должна идентифицировать, анализировать и актуализировать информацию об этих внешних и внутренних факторах.
Примечания
1. Факторы и условия могут быть положительными и отрицательными при их рассмотрении.
2. Пониманию среды организации может способствовать рассмотрение внешних и внутренних факторов, включающих (но не ограничивающихся этим): законодательные, технологические, конкурентные, рыночные, культурологические факторы, факторы социальной и экономической среды, информационной безопасности и фальсификации пищевой продукции, защиты пищевой продукции и преднамеренного загрязнения, факторы знаний организации и ее функционирования, на международном, национальном, региональном или местном уровне.
4.2. Понимание потребностей и ожиданий заинтересованных сторон
Для обеспечения уверенности в том, что организация способна на постоянной основе поставлять продукцию и услуги, отвечающие требованиям потребителей и применимым к ее деятельности законодательным и другим обязательным требованиям в области безопасности пищевой продукции, организация должна определять:
a) заинтересованные стороны, имеющие отношение к СМБПП;
b) требования этих заинтересованных сторон, применимые к СМБПП.
Организация должна идентифицировать, анализировать и актуализировать информацию об этих заинтересованных сторонах и связанных с ними требованиях.
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
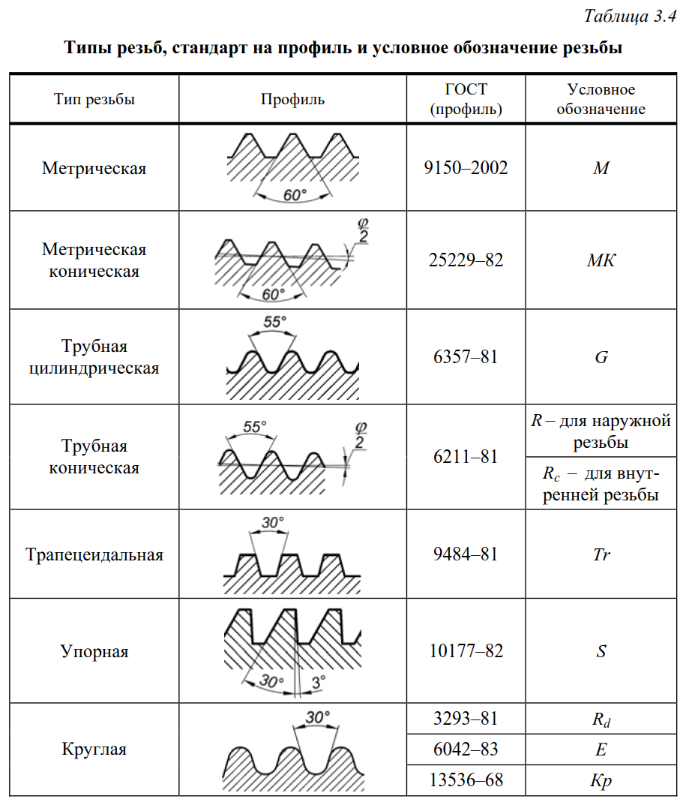
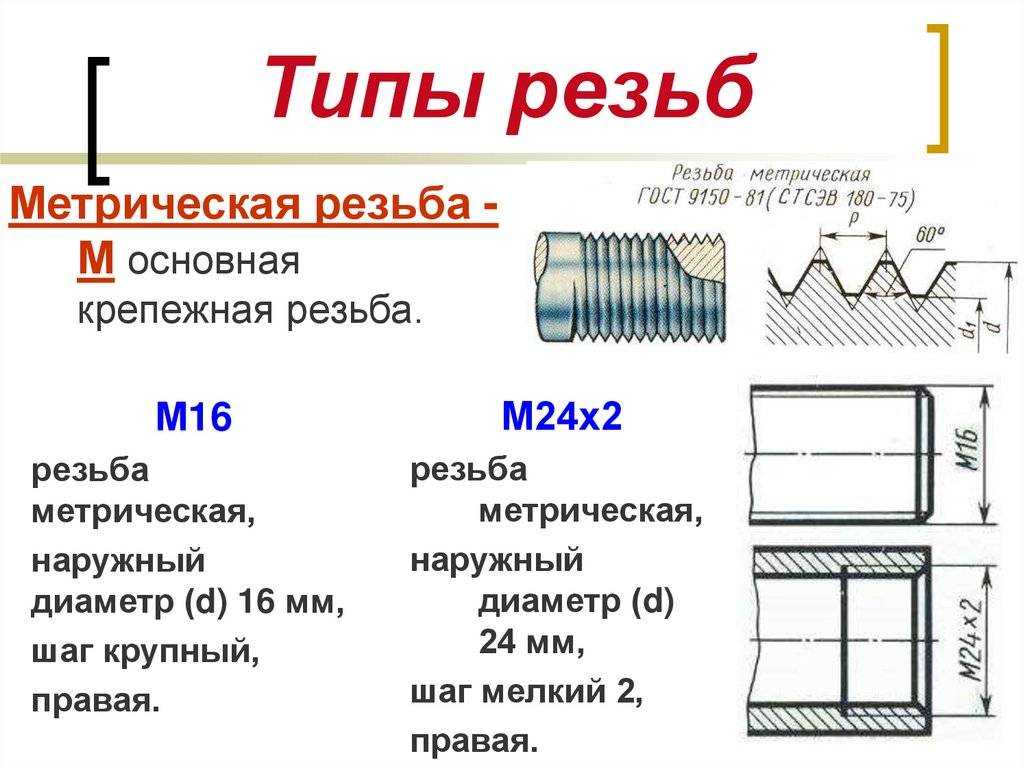
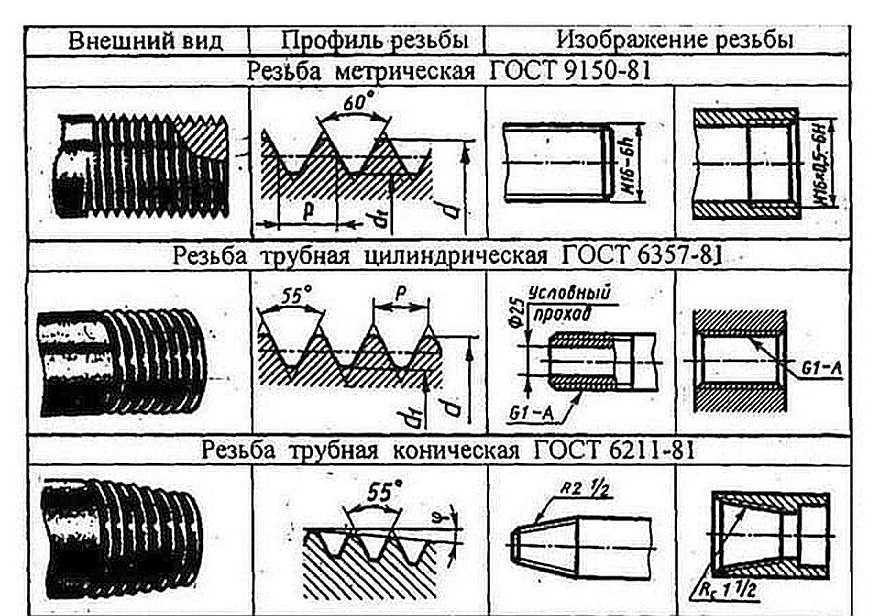
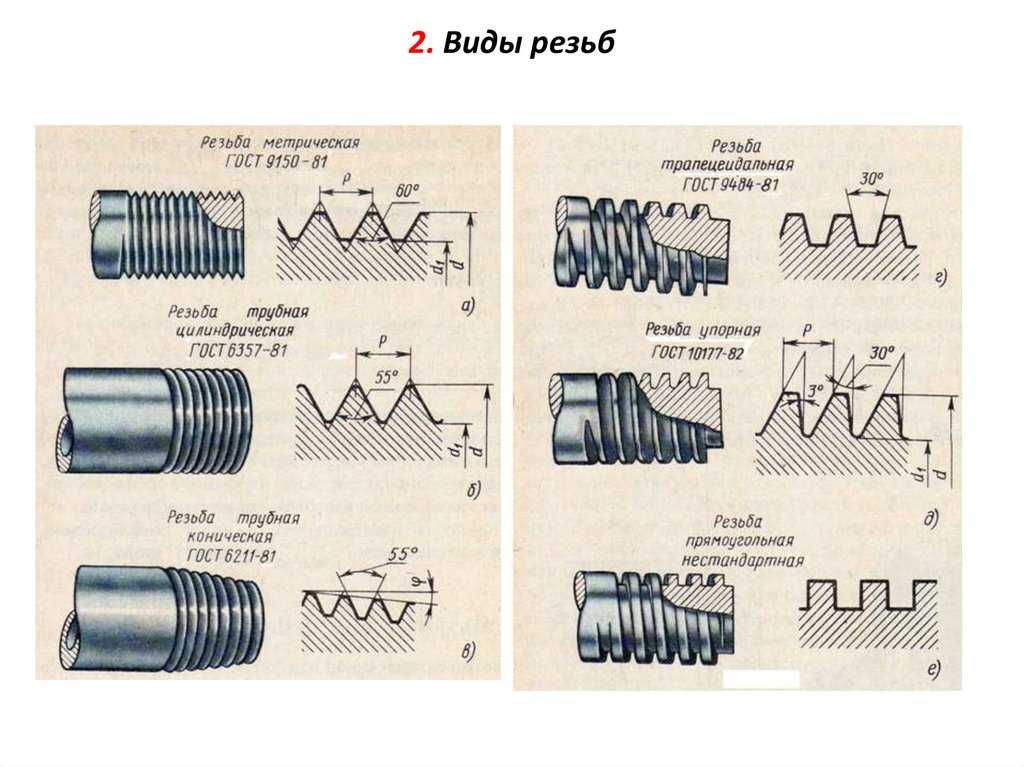
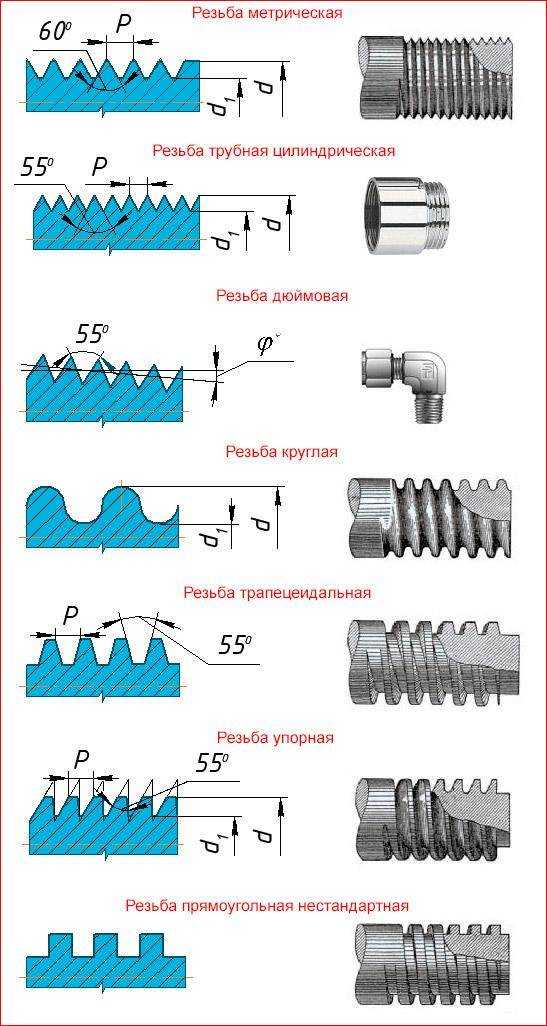
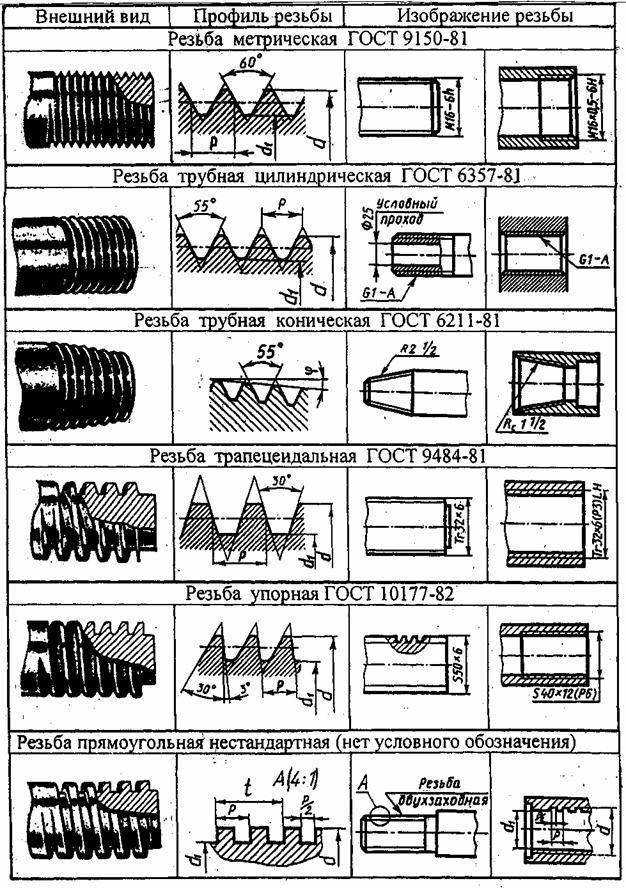
5 Резьба
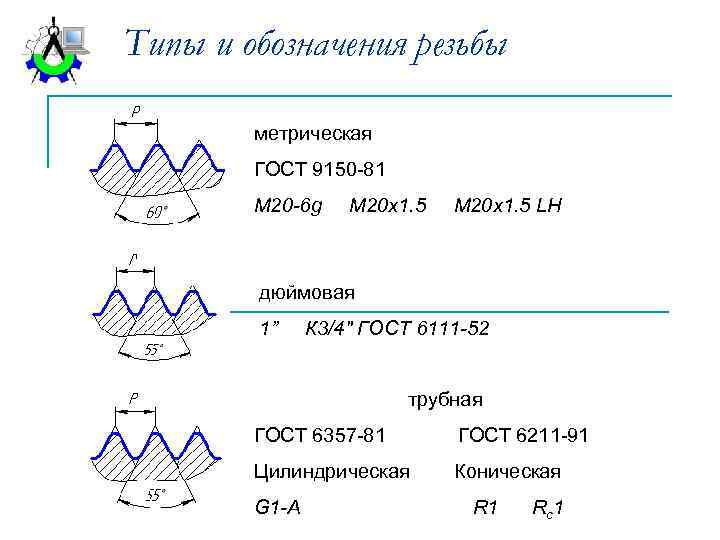
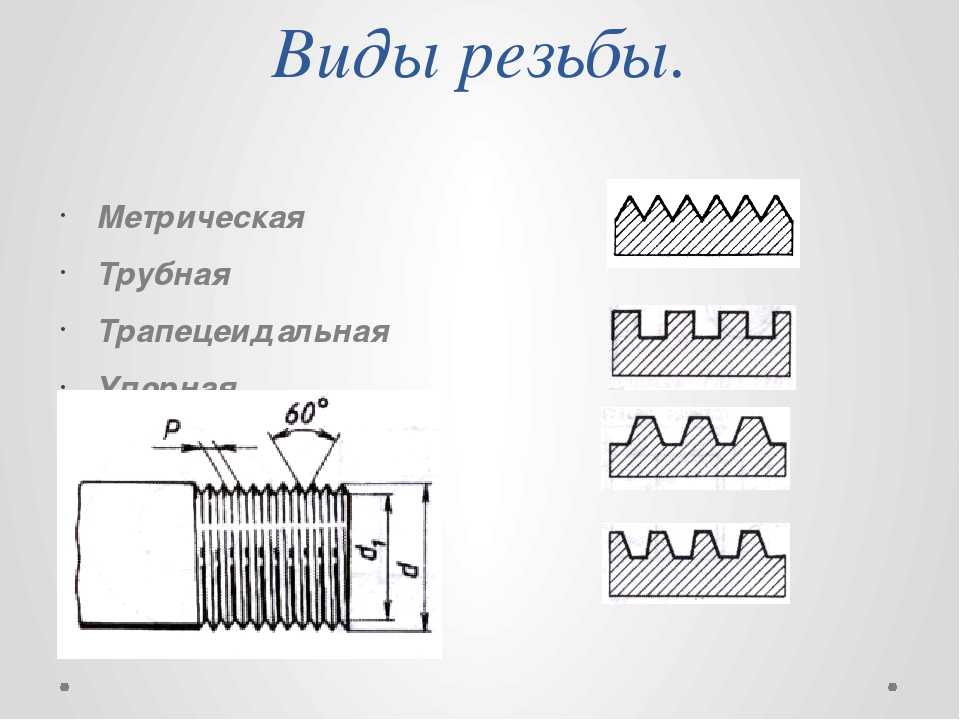
5.1 Типы резьбы
Фитинги должны иметь один из следующих типов резьбы:
Цилиндрическую трубную резьбу в соответствии с ISO 228-1, с местами подсоединения конической трубной резьбы в соответствии с ISO 7-1 и трубной резьбы G 3/8, G 1/2, G 3/4, G 1, G 1 1/4, G 1 1/2, G 2, G 2 1/2, G 3, G 4;
Другой тип резьбы внутри того же самого диапазона размеров (например, трапецеидальную резьбу в соответствии с ASME В1.9-1992 или другими применимыми национальными стандартами).
5.2 Идентификация резьбы
При использовании типов резьбы, отличных от трубной резьбы, соответствующей ISO 228-1 или ISO 7-1, изготовитель должен идентифицировать тип резьбы, маркируя фитинг или упаковку соответственно.
Основные принципы и механизмы стандарта ISO 228-1
ISO 228-1 является международным стандартом, который определяет размеры и требования к резьбовым соединениям, используемым в трубопроводной арматуре и соединительных методах.
Стандарт основан на нескольких основных принципах:
Универсальность: ISO 228-1 применяется как в промышленности, так и в бытовых условиях. Он распространен в различных отраслях, таких как машиностроение, автомобильная промышленность, строительство и др.
Согласованность: Стандарт ISO 228-1 обеспечивает согласованность в размерах и параметрах резьбовых соединений между различными производителями и странами. Это позволяет обеспечить совместимость и надежность соединений.
Прочность и надежность: Стандарт определяет точные размеры и требования к резьбовым соединениям, которые обеспечивают их высокую прочность и надежность
Это важно для предотвращения утечек и повреждений соединений.
Простота использования: ISO 228-1 устанавливает простые и понятные правила и методы для создания и обслуживания резьбовых соединений. Это облегчает их установку и использование.
Для обеспечения правильного соответствия стандарту ISO 228-1 используются следующие механизмы:
- Размеры: Стандарт определяет точные размеры метрической резьбы, диаметров отверстий и глубин резьбы. Это включает различные варианты размеров, такие как малые, средние и большие диаметры.
- Требования к материалам: ISO 228-1 указывает требования к материалам, используемым для изготовления резьбовых соединений. Это включает химический состав, механические свойства и другие параметры материала.
- Маркировка: Стандарт предписывает маркировку резьбовых соединений, чтобы обеспечить их идентификацию и соответствие стандарту. Маркировка может включать информацию о размере, материале и производителе.
- Испытания и контроль качества: ISO 228-1 определяет процедуры испытаний и требования к контролю качества соединений. Это включает проверку размеров, утечек, прочности и других параметров.
В целом, стандарт ISO 228-1 играет важную роль в обеспечении надежности и согласованности резьбовых соединений, используемых в различных отраслях.
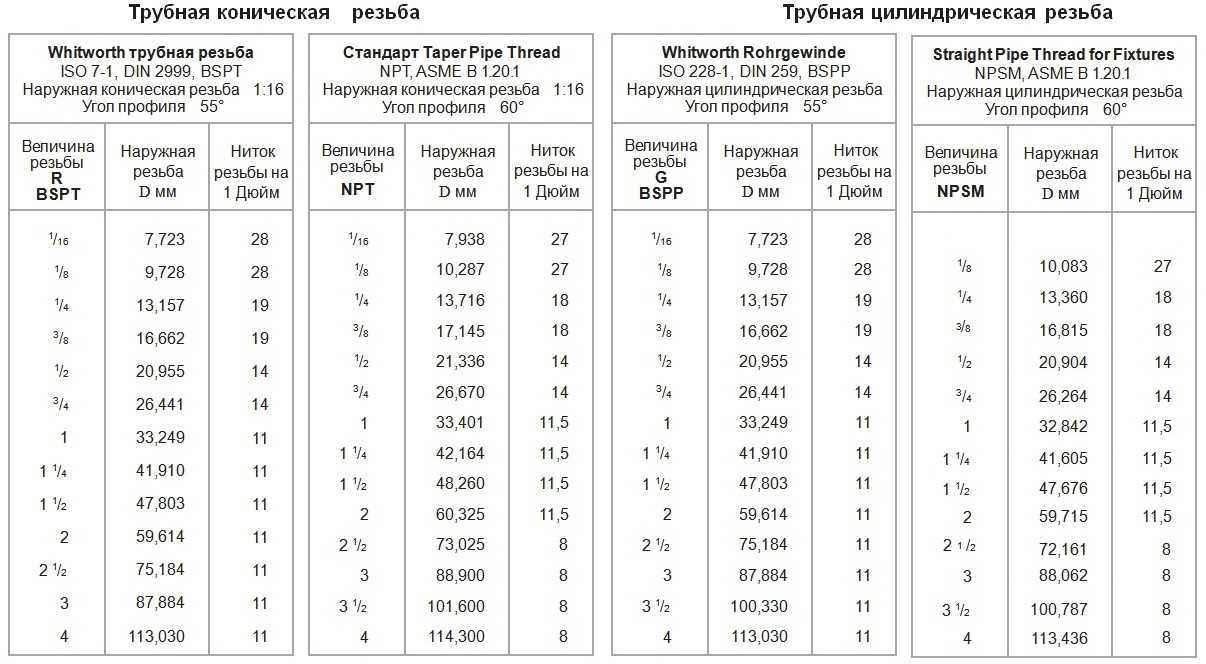
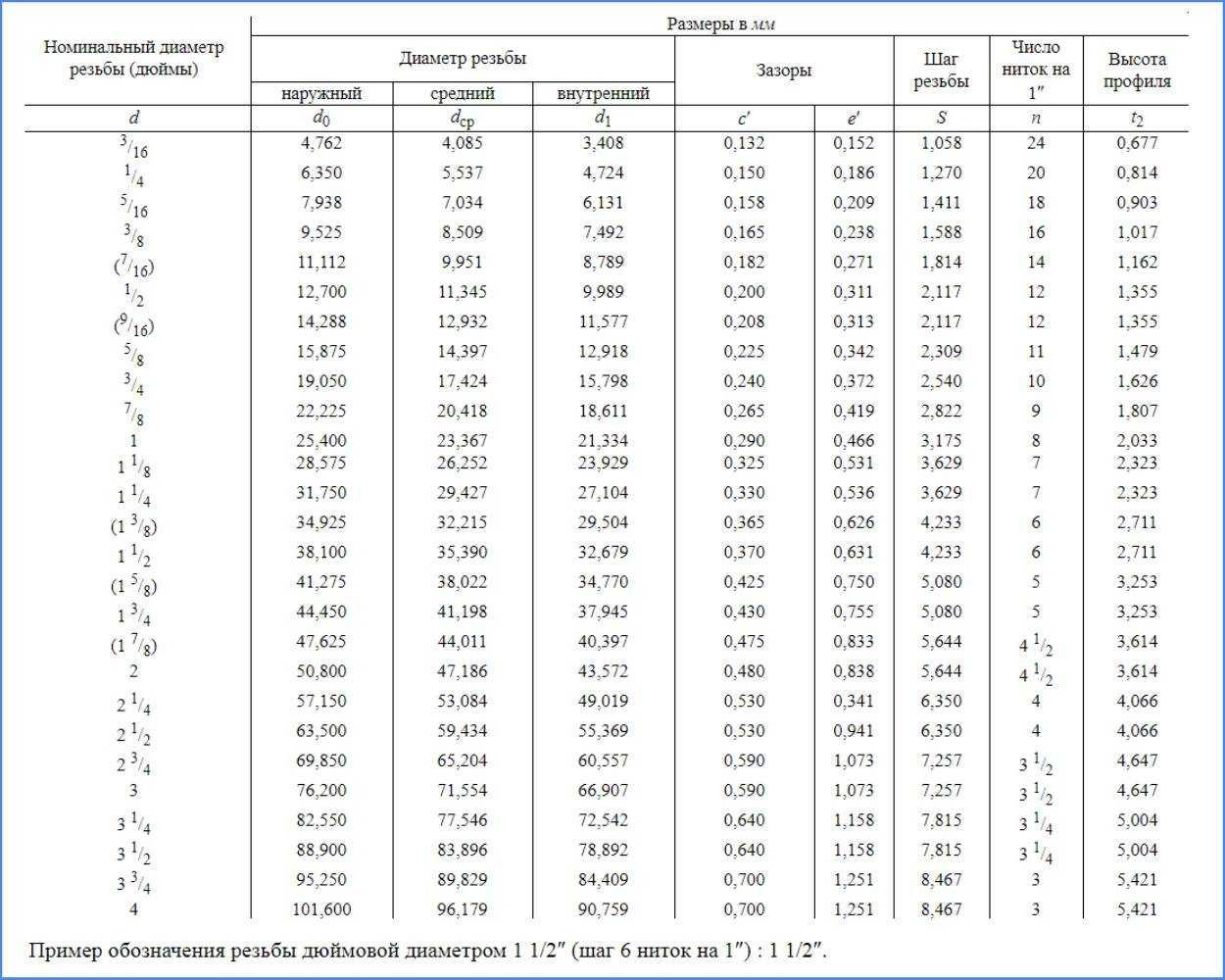
Резьба трубная коническаяс углом профиля 55o
ОСНОВНЫЕ РАЗМЕРЫ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16
. применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
Конусность 2tg(φ /2) = 1 : 16; φ = 3°34’48»; φ/2 = 1°47’24»; d и D — наружные диаметры соответственно наружной и внутренней резьбы; d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы; d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы; Р — шаг резьбы; φ — угол конуса; φ/2 — угол уклона; Н — высота исходного треугольника; Н1 — рабочая высота профиля; R — радиус закругления вершины и впадины резьбы; С — срез вершин и впадин резьбы; l1
— рабочая длина резьбы;l2 — длина наружной резьбы от торца до основной плоскости. размеры, мм
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
ОБОЗНАЧЕНИЕ В условное обозначение резьбы должны входить : буквы (R — для конической наружной резьбы, Rс — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы: наружная трубная коническая резьба — R 1 1/2 внутренняя трубная коническая резьба — Rс 1 1/2 внутренняя трубная цилиндрическая резьба — Rp 1 1/2 левая резьба — R 1 1/2LH, Rс 1 1/2LH, Rp 1 1/2LH.
Резьбовое соединение обозначают дробью, например Rc/R или Rp/R в числителе которой указывают буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размер резьбы. Например: Rс/R 1 1/4LH
.ДОПУСКИ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) размеры, мм
| Профиль резьбы | Обозначение размера резьбы | Смещение основной плоскости резьбы | Предельные отклонения диаметра внутренней цилиндрической резьбы | |
| ±Δ1l1 | ±Δ2l2 | |||
| 1/16″ | 0,9 | 1,1 | ± 0,071 | |
| 1/8″ | ||||
| 1/4″ | 1,3 | 1,7 | ± 0,104 | |
| 3/8″ | ||||
| 1/2″ | 1,8 | 2,3 | ± 0,142 | |
| 3/4″ | ||||
| 1″ | 2,3 | 2,9 | ± 0,180 | |
| 1 1/4″ | ||||
| 1 1/2″ | ||||
| 2″ | ||||
| 2 1/2″ | 3,5 | 3,5 | ± 0,217 | |
| 3″ | ||||
| 3 1/2″ | ||||
| 4″ | ||||
| 5″ | ||||
| 6″ | ||||
| В основной плоскости средний диаметр имеет номинальное значение. | ||||
| Примечание. Предельное отклонение ±Δ1l1 и ±Δ2l2 не распространяется на резьбы с длинами, меньшими указанных в первой таблице. |
Допускается применять более короткие длины резьб.
Разность действительных размеров l1
—l2 должна быть не менее разности номинальных размеровl1 иl2 указанных в первой таблице.
Похожие документы:
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Резьба NPT и NPTF
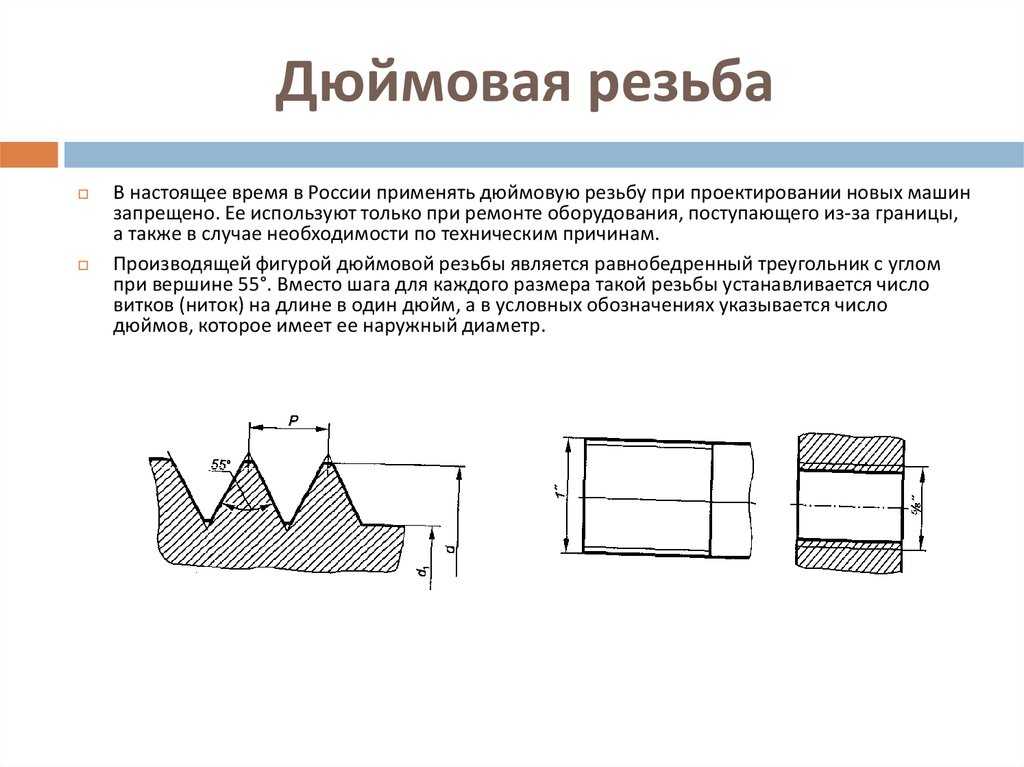
Дюймовая резьба NPT(F)
NPT и NPTF (Dryseal) — это используемый преимущественно в США тип конической дюймовой резьбы. Угол профиля резьбы NPT равен 60°, а конус 1°47″. Благодаря конусу они широко используются в США как регулируемые фитинги для коленчатых и тройниковых соединений. Было обнаружено, что, несмотря на высокое предельное статическое давление, NPT/NPTF ненадежн при динамическом давлении, особенно крупные типоразмеры 1 дюйм и выше. Поэтому Parker рекомендует в новых гидравлических системах использовать альтернативные формы резьбы и уплотнения на основе эластомерных уплотнителей.
При сборке без уплотнителя резьба NPT оставляет спиральный путь утечки, как показано на рисунке чуть ниже. Для герметизации жидкости под давлением в деталях с резьбой
NPT требуется соответствующий уплотнитель.
|
Резьба NPT, зажата ключом: нет контакта вершин и впадин, только контакт боковых поверхностей |
Резьба NPTF, зажата от руки: контакт вершин и впадин |
Резьба NPTF, зажата ключом: контакт вершин и впадин, а также боковых поверхностей |
С другой стороны, по меньшей степени, в теории, резьба NPTF (Dryseal) при сборке не оставляет спирального пути утечки. Это объясняется контролируемым срезанием вершины и впадины профиля резьбы, что обеспечивает контакт металлических вершин и впадин резьбы. При зажатии от руки вершины резьбы сплющиваются до тех пор, пока боковые части не входят в контакт «металл-металл». Теоретически устраняется путь утечки жидкости, если все поверхности безупречны и точно соответствуют по размерам. В реальности так обычно не бывает, и для герметичности соединения требуется уплотнитель/смазка даже при использовании резьбы NPTF. При этом, так как в резьбе NPTF повышено давление контакта поверхностей, компания Parker оснащает все переходники из нержавеющей стали резьбой NPT для того, чтобы снизить риск заедания резьбы (эффект холодной сварки).
Чем плохи герметик и смазка? Герметик/смазка обеспечивает уплотнение и смазку при сборке трубной резьбы, снижая риск заедания. Герметики для трубной резьбы имеют различное исполнение – сухие, ленточные, в виде пасты и анаэробных жидкостей. Лента PTFE при неправильном применении может способствовать засорению системы при сборке и разборке. Пасты-герметики также могут засорять систему при неправильном применении и, кроме того, с ними еще и довольно трудно работать, а некоторые их типы требуют выдержки после установки детали перед запуском системы.
4 Требования к материалу
4.1 Общая информация
Материал, используемый для фитинга, не должен иметь каких-либо видимых дефектов, которые будут снижать герметичность, прочность или работоспособность.
Примечание — В стандарте термин «фитинг» означает любой фитинг, проходящий через корпус, забортный клапан, шланговый фитинг или отливную пробку.
4.2 Комбинации материалов
Выбор материалов или их комбинации должен быть сделан с учетом возможности их набухания и/или заклинивания. Материалы в контакте друг с другом не должны препятствовать тому, чтобы устройство и/или система работали в соответствии с предназначением.
4.3 Устойчивость к износу
Используемые материалы должны быть устойчивыми или защищены от износа с учетом воздействия окружающей среды и различных изменяющихся потоков, проходящих через фитинг (например, свежая, соленая или жесткая вода с примесями; сточные воды от туалетных систем, трюмная вода, загрязненная нефтью и/или топливными продуктами и чистящими веществами).
4.4 Защита от ультрафиолетового излучения и окисления
Материалы, используемые для изготовления фитингов, проходящих через корпус, должны быть стойкими к ультрафиолетовому излучению.
Все детали должны быть стойкими к окислению.
4.5 Механические свойства
Материалы для фитингов должны иметь следующие минимальные физические свойства при комнатной температуре в сухом состоянии:
Предел прочности на растяжение — 60 МПа (ISO 527);
Модуль упругости при изгибе — 2700 МПа (ISO 178);
Ударная вязкость — 9 кДж/м (ISO 180/А).
Примечание — Механические свойства относятся к материалам в неустановившихся условиях.
4.6 Диапазон рабочих температур
4.6.1 Общие эксплуатационные требования
Забортный клапан должен функционировать во всем диапазоне температур и не должны появляться дефекты, снижающие его работоспособность.
4.6.2 Требование к температуре хранения
Забортные клапаны должны выдерживать температуру хранения от -40°С до +60°С в сухом состоянии.
4.6.3 Тест работоспособности при высокой температуре
Клапанный блок, заполненный водой, после предварительного кондиционирования в течение 24 ч при 60°С должен оставаться работоспособным.
4.6.4 Тест работоспособности при низкой температуре
Клапанный блок, заполненный соленой водой, после предварительного кондиционирования в течение 24 ч при 0°С должен оставаться работоспособным.
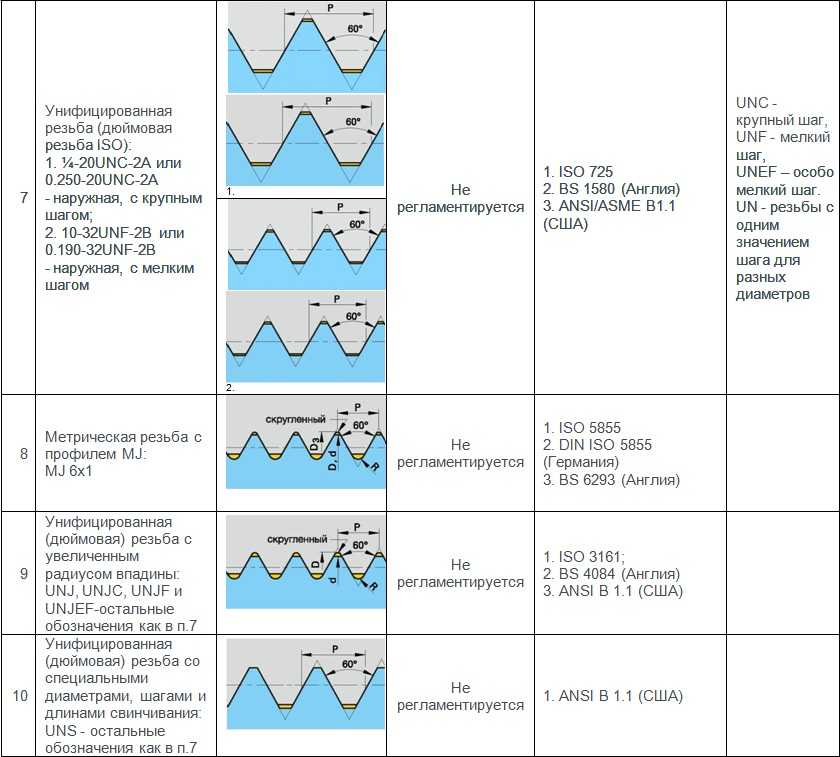
Тип UNF
В третьей таблице ASME B 1 1 2003 на русском приводятся размеры резьбы мелкой унифицированной общего применения UNF:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления (мм) | D наружный (мм) | D наружный (дюйм) |
| N 0-80 UNF | 0,317 | 80 | 1,25 | 1,524 | 0,06 |
| N 1-72 UNF | 0,353 | 72 | 1,55 | 1,854 | 0,073 |
| N 2-64 UNF | 0,397 | 64 | 1,9 | 2,184 | 0,068 |
| N 3-56 UNF | 0,453 | 56 | 2,15 | 2,515 | 0,099 |
| N 4-48 UNF | 0,529 | 48 | 2,4 | 2,845 | 0,112 |
| N 5-44 UNF | 0,577 | 44 | 2,7 | 3,175 | 0,125 |
| N 6-40 UNF | 0,635 | 40 | 2,95 | 3,505 | 0,138 |
| N 8-36 UNF | 0,705 | 36 | 3,5 | 4,166 | 0,164 |
| N 10-32 UNF | 0,794 | 32 | 4,1 | 4,826 | 0,19 |
| N 12-28 UNF | 0,907 | 28 | 4,7 | 5,486 | 0,216 |
| ¼”-28 UNF | 0,907 | 28 | 5,5 | 6,35 | 0,25 |
| 5/16”-24 UNF | 1,058 | 24 | 6,9 | 7,938 | 0,313 |
| 3/8”-24 UNF | 1,058 | 24 | 8,5 | 9,525 | 0,375 |
| 7/16”-20 UNF | 1,27 | 20 | 9,9 | 11,112 | 0,438 |
| ½”-20 UNF | 1,27 | 20 | 11,5 | 12,7 | 0,5 |
| 9/16”-18 UNF | 1,411 | 18 | 12,9 | 14,288 | 0,563 |
| 5/8”-18 UNF | 1,411 | 18 | 14,5 | 15,875 | 0,625 |
| ¾”-16 UNF | 1,587 | 16 | 17,5 | 19,05 | 0,75 |
| 7/8”-14 UNF | 1,814 | 14 | 20,4 | 22,225 | 0,875 |
| 1”-12 UNF | 2,117 | 12 | 23,25 | 25,4 | 1 |
| 1 1/8”-12 UNF | 2,117 | 12 | 26,5 | 28,575 | 1,125 |
| 1 ¼”-12 UNF | 2,117 | 12 | 29,5 | 31,75 | 1,25 |
| 1 3/8”-12 UNF | 2,117 | 12 | 32,75 | 34,925 | 1,375 |
| 1 ½”-12 UNF | 2,117 | 12 | 36 | 38,1 | 1,5 |
Аналог UNF резьбы существует в Великобритании, и носит аббревиатуру BSW. Мелкая цилиндрическая дюймовая резьба обеспечивает высокую прочность соединения и точную регулировку взаимного положения деталей. Поэтому UNF часто называют регулировочной резьбой, и применяют на гайках/болтах агрегатов, резьбовых адаптерах, переходных кранах и фитингах трубопроводов.
Структура документа
Стандарт ISO 228-1 определяет резьбы параллельные цилиндрические внутренние и наружные метрические резьбы с нестандартными геометрическими параметрами. Документ состоит из следующих разделов:
- Введение — этот раздел предоставляет общую информацию о стандарте и его применении.
- Предмет — в этом разделе определены цель и область применения стандарта ISO 228-1.
- Нормативные ссылки — здесь приведены ссылки на другие нормативные документы, которые следует использовать вместе со стандартом ISO 228-1.
- Термины и определения — в данном разделе приведены термины и их определения, используемые в стандарте.
- Размеры — этот раздел содержит таблицы с размерами резьбов, включая диаметры, шаги и другие параметры.
- Особые требования — здесь указаны особые требования и рекомендации, относящиеся к применению резьбов.
- Маркировка и упаковка — в этом разделе приведены требования к маркировке и упаковке изделий с резьбами ISO 228-1.
- Библиография — здесь перечислены ссылки на другие документы, которые могут быть полезны при работе со стандартом.
Структура документа ISO 228-1 ясно организована и упорядочена, что облегчает его понимание и применение в практике.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
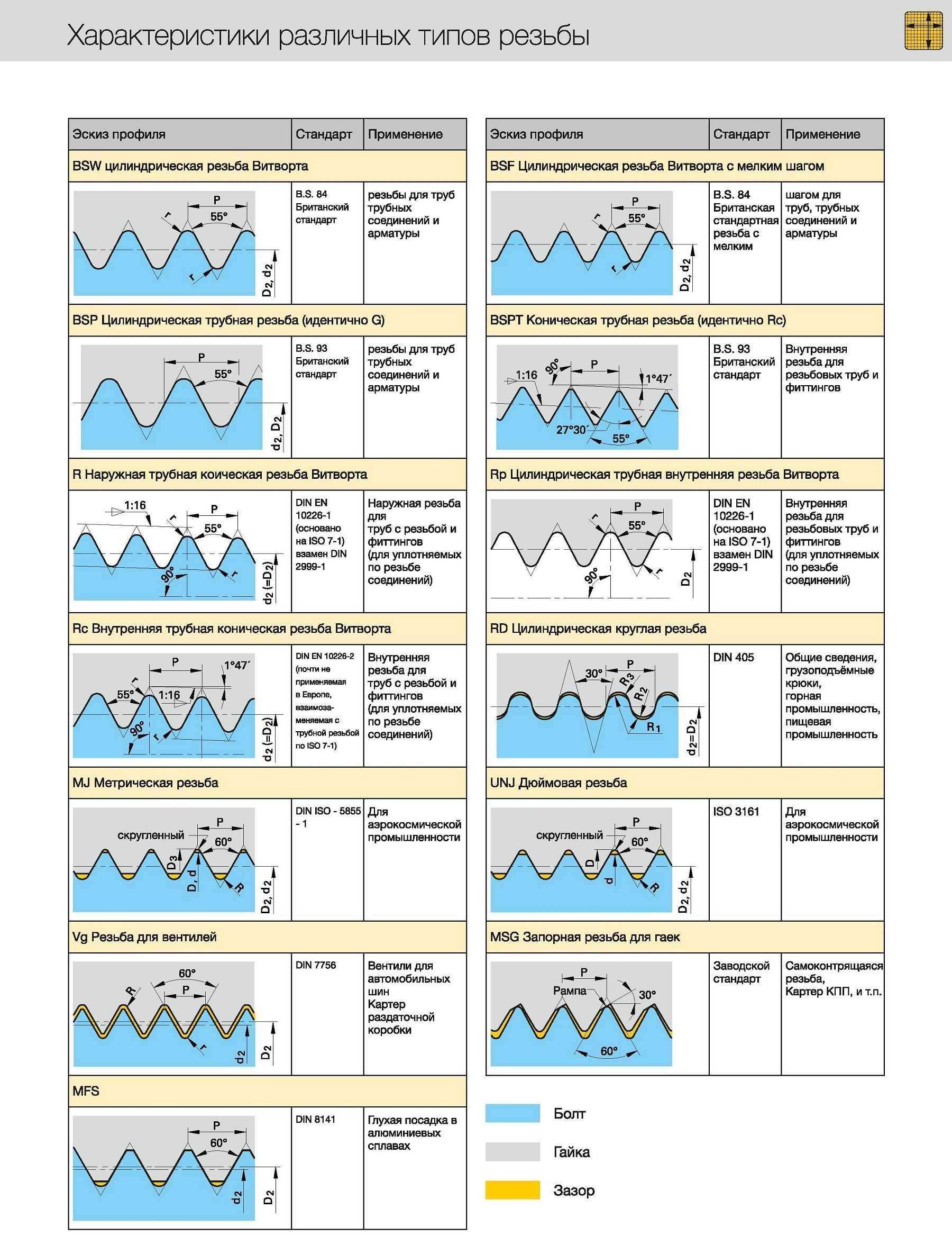
Крупная резьба British Standard Whitworth (BSW или WW)
Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8″W, 3/8″BSW или 3/8″-16BSW, где 16 — количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16″- 60BSW до 6″- 2 1/2BSW.

Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
| Типоразмер | Наружный диаметр | Ниток на дюйм | Шаг резьбы | Внутренний диаметр | Диаметр сверления | |||
| (дюймы) | (мм) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | ||
| W 1/16″ | 1/16 | 1,588 | 60 | 0,423 | 0,0412 | 1,05 | 0,0472 | 1,2 |
| W 3/32″ | 3/32 | 2,381 | 48 | 0,529 | 0,0671 | 1,70 | 0,0748 | 1,9 |
| W 1/8″ | 1/8 | 3,175 | 40 | 0,635 | 0,0930 | 2,36 | 0,1024 | 2,6 |
| W 5/32″ | 5/32 | 3,969 | 32 | 0,794 | 0,1162 | 2,95 | 0,1260 | 3,2 |
| W 3/16″ | 3/16 | 4,763 | 24 | 1,058 | 0,1341 | 3,41 | 0,1457 | 3,7 |
| W 7/32″ | 7/32 | 5,556 | 24 | 1,058 | 0,1654 | 4,20 | 0,1772 | 4,5 |
| W 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,1860 | 4,72 | 0,2008 | 5,1 |
| W 5/16″ | 5/16 | 7,938 | 18 | 1,411 | 0,2414 | 6,13 | 0,2598 | 6,6 |
| W 3/8″ | 3/8 | 9,525 | 16 | 1,588 | 0,2950 | 7,49 | 5/16 | 8,0 |
| W 7/16″ | 7/16 | 11,113 | 14 | 1,814 | 0,3460 | 8,79 | 0,3701 | 9,4 |
| W 1/2″ | 1/2 | 12,700 | 12 | 2,117 | 0,3933 | 9,99 | 27/64 | 10,7 |
| W 9/16″ | 9/16 | 14,288 | 12 | 2,117 | 0,4558 | 11,6 | 31/64 | 12,3 |
| W 5/8″ | 5/8 | 15,875 | 11 | 2,309 | 0,5086 | 12,9 | 17/32 | 13,7 |
| W 11/16″ | 11/16 | 17,463 | 11 | 2,309 | 0,5711 | 14,5 | 19/32 | 15,2 |
| W 3/4″ | 3/4 | 19,050 | 10 | 2,540 | 0,6219 | 15,8 | 21/32 | 16,6 |
| W 13/16″ | 13/16 | 20,638 | 10 | 2,540 | 0,6844 | 17,4 | 23/32 | 18,2 |
| W 7/8″ | 7/8 | 22,225 | 9 | 2,822 | 0,7327 | 18,6 | 49/64 | 19,5 |
| W 15/16″ | 15/16 | 23,813 | 9 | 2,822 | 0,7952 | 20,2 | 53/64 | 21,1 |
| W 1″ | 1 | 25,400 | 8 | 3,175 | 0,8399 | 21,3 | 7/8 | 22,3 |
| W 1 1/8″ | 1 1/8 | 28,575 | 7 | 3,629 | 0,9420 | 23,9 | 63/64 | 25,1 |
| W 1 1/4″ | 1 1/4 | 31,750 | 7 | 3,629 | 1,0670 | 27,1 | 1 7/64 | 28,3 |
| W 1 3/8″ | 1 3/8 | 34,925 | 6 | 4,233 | 1,1616 | 29,5 | 1 7/32 | 30,9 |
| W 1 1/2″ | 1 1/2 | 38,100 | 6 | 4,233 | 1,2866 | 32,7 | 1 5/16 | 34,0 |
| W 1 5/8″ | 1 5/8 | 41,275 | 5 | 5,080 | 1,3689 | 34,8 | 1 7/16 | 36,4 |
| W 1 3/4″ | 1 3/4 | 44,450 | 5 | 5,080 | 1,4939 | 37,9 | 1 9/16 | 39,6 |
| W 1 7/8″ | 1 7/8 | 47,625 | 4 1/2 | 5,644 | 1,5904 | 40,4 | 1 5/8 | 42,2 |
| W 2″ | 2 | 50,800 | 4 1/2 | 5,644 | 1,7154 | 43,6 | 1 3/4 | 45,4 |
| W 2 1/8″ | 2 1/8 | 53,975 | 4 1/2 | 5,644 | 1,8404 | 46,7 | 1 7/8 | 48,6 |
| W 2 1/4″ | 2 1/4 | 57,150 | 4 | 6,350 | 1,9298 | 49,0 | 2 | 51,1 |
| W 2 3/8″ | 2 3/8 | 60,325 | 4 | 6,350 | 2,0548 | 52,2 | 2 1/8 | 54,2 |
| W 2 1/2″ | 2 1/2 | 63,500 | 4 | 6,350 | 2,1798 | 55,4 | 2 1/4 | 57,4 |
| W 2 5/8″ | 2 5/8 | 66,675 | 4 | 6,350 | 2,3048 | 58,5 | 2 3/8 | 60,6 |
| W 2 3/4″ | 2 3/4 | 69,850 | 3 1/2 | 7,257 | 2,3841 | 60,6 | 2 1/2 | 62,9 |
| W 2 7/8″ | 2 7/8 | 73,025 | 3 1/2 | 7,257 | 2,5091 | 63,7 | 2 5/8 | 66,1 |
| W 3″ | 3 | 76,200 | 3 1/2 | 7,257 | 2,6341 | 66,9 | 2 3/4 | 69,2 |
| W 3 1/4″ | 3 1/4 | 82,550 | 3 1/4 | 7,815 | 2,8560 | 72,5 | 3 | 75,0 |
| W 3 1/2″ | 3 1/2 | 88,900 | 3 1/4 | 7,815 | 3,1060 | 78,9 | 3 1/4 | 81,4 |
| W 3 3/4″ | 3 3/4 | 95,250 | 3 | 8,467 | 3,3231 | 84,4 | 3 3/8 | 87,1 |
| W 4″ | 4 | 101,600 | 3 | 8,467 | 3,5731 | 90,8 | 3 5/8 | 93,5 |
| W 4 1/4″ | 4 1/4 | 107,950 | 2 7/8 | 8,835 | 3,8046 | 96,6 | 3 7/8 | 99,5 |
| W 4 1/2″ | 4 1/2 | 114,300 | 2 7/8 | 8,835 | 4,0546 | 103,0 | 4 1/8 | 105,8 |
| W 4 3/4″ | 4 3/4 | 120,650 | 2 3/4 | 9,236 | 4,2843 | 108,9 | 4 3/8 | 111,8 |
| W 5″ | 5 | 127,000 | 2 3/4 | 9,236 | 4,5343 | 115,2 | 4 5/8 | 118,1 |
| W 5 1/4″ | 5 1/4 | 133,350 | 2 5/8 | 9,676 | 4,7621 | 121,0 | 4 7/8 | 124,1 |
| W 5 1/2″ | 5 1/2 | 139,700 | 2 5/8 | 9,676 | 5,0121 | 127,3 | 5 1/8 | 130,4 |
| W 5 3/4″ | 5 3/4 | 146,050 | 2 1/2 | 10,160 | 5,2377 | 133,0 | 5 3/8 | 136,3 |
| W 6″ | 6 | 152,400 | 2 1/2 | 10,160 | 5,4877 | 139,4 | 5 5/8 | 142,6 |
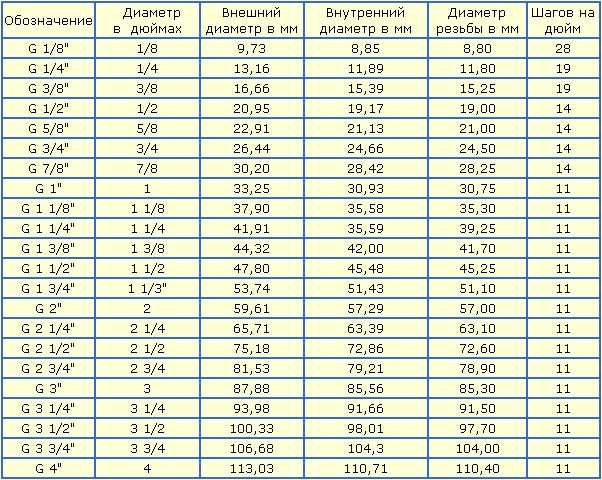
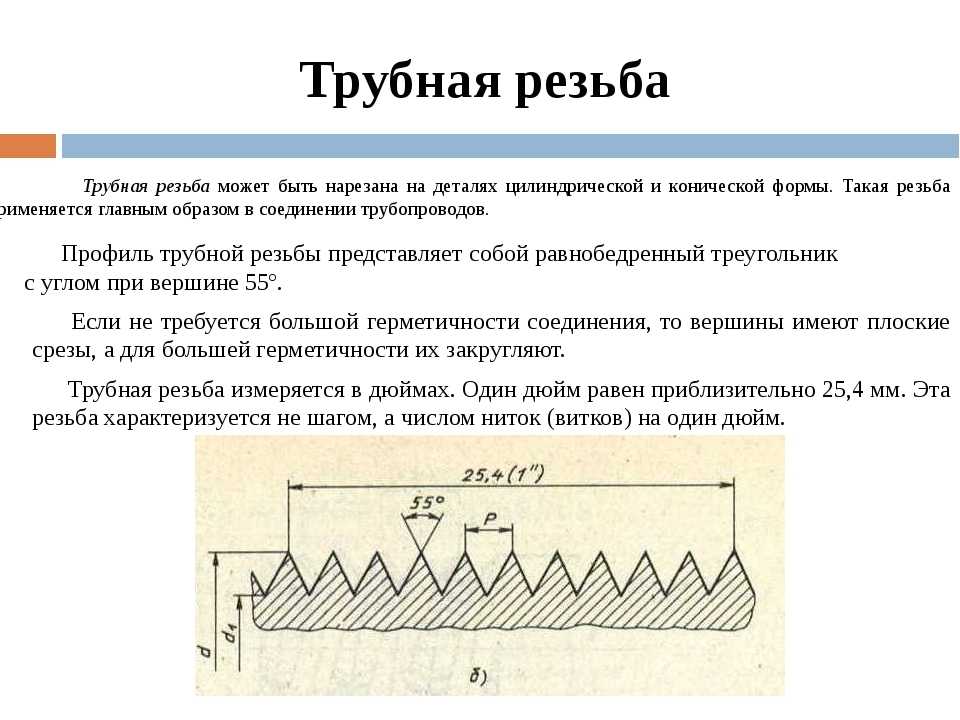
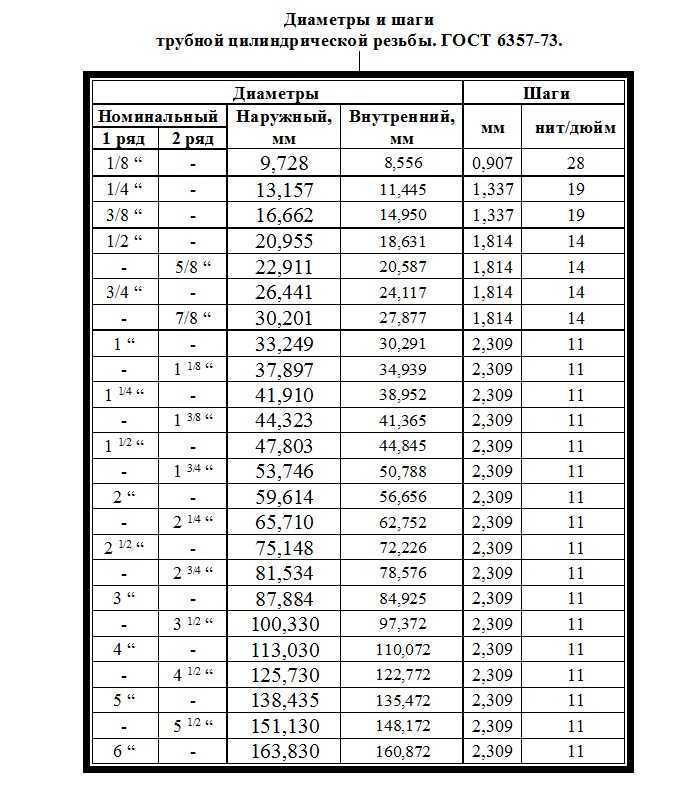
Трубная резьба
Трубная цилиндрическая резьба, применяемая в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81. Основана на резьбе BSW (British Standard Whitworth, широко распространенные дюймовые трубные резьбы, также известные как резьбы Витворта) и совместима с резьбойBSP (British standard pipe thread) и обозначается BSPP.
- ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
Параметры резьбы
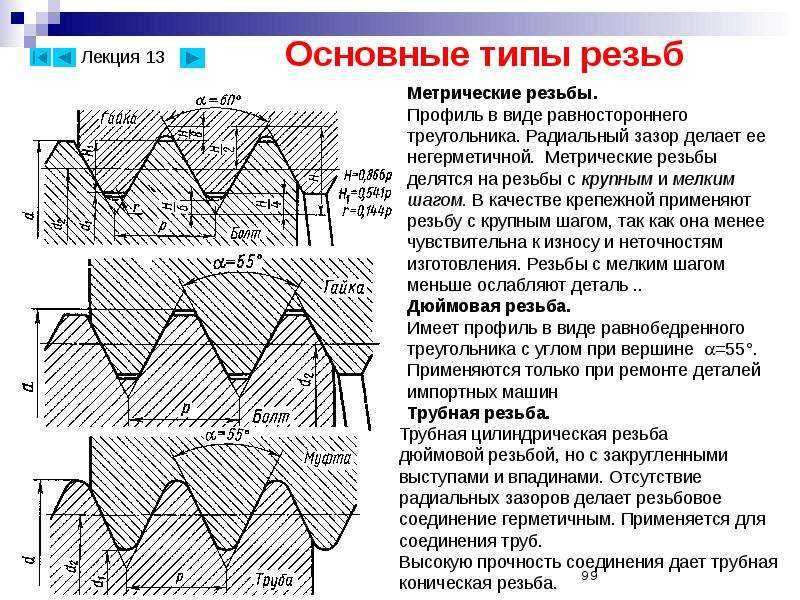
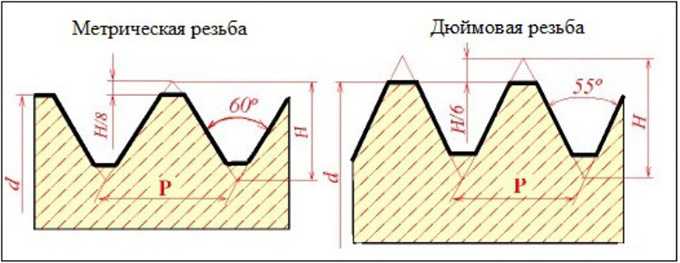
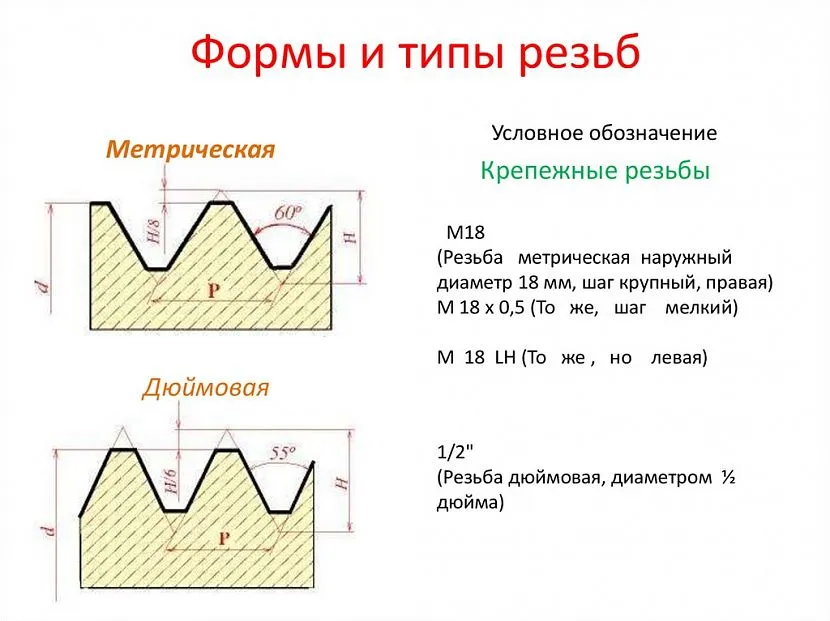
Дюймовая резьба с углом профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
Условное обозначение согласно ГОСТ 6357-81: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8, класс точности А — обозначается как: G 1 1/8-A.
Шаг резьбы трубной цилиндрической имеет четыре значения. табл. 1.
| Таблица 1Шаг резьбы | |
| Шаг резьбы Р, ммЧисло ниток на дюйм 0.907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
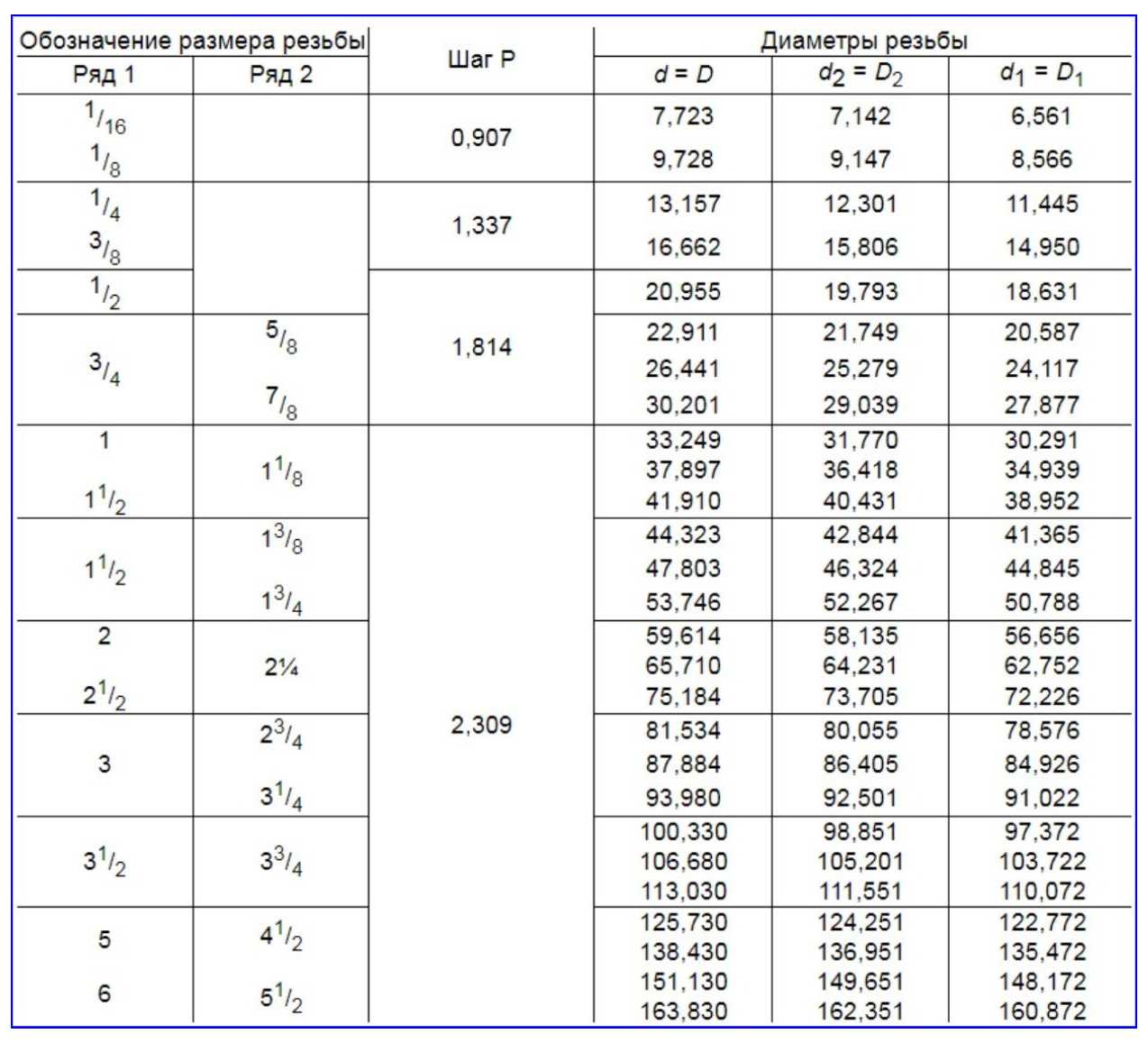
Основные размеры приведены в табл. 2; где d — наружный диаметр наружной резьбы (трубы); D — наружный диаметр внутренней резьбы (муфты); D1 — внутренний диаметр внутренней резьбы; d1 — внутренний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d2 — средний диаметр наружной резьбы. При выборе размера трубной резьбы первый рядследует предпочитать второму.
| Таблица 2Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы, мм | ||||
| Обозначение размера резьбы Шаг Р Диаметры резьбы Ряд 1 Ряд 2 d=Dd2=D2d1=D1 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 |
| 5/8″ | 22,911 | 21,749 | 20,587 | |
| 3/4″ | 26,441 | 25,279 | 24,117 | |
| 7/8″ | 30,201 | 29,0З9 | 27,877 | |
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 |
| 1⅛» | 37,897 | 36,418 | 34,939 | |
| 1¼» | 41,910 | 40,431 | 38,952 | |
| 1⅜» | 44,323 | 42,844 | 41,365 | |
| 1½» | 47,803 | 46,324 | 44,845 | |
| 1¾» | 53,746 | 52,267 | 50,788 | |
| 2″ | 59,614 | 58,135 | 56,656 | |
| 2¼» | 65,710 | 64,231 | 62,762 | |
| 2½» | 75,184 | 73,705 | 72,226 | |
| 2¾» | 81,534 | 80,055 | 78,576 | |
| 3″ | 87,884 | 86,405 | 84,926 | |
| 3¼» | 93,980 | 92,501 | 91,022 | |
| 3½» | 100,330 | 98,851 | 97,372 | |
| 3¾» | 106,680 | 105,201 | 103,722 | |
| 4″ | 113,030 | 111,551 | 110,072 | |
| 4½» | 125,730 | 124,251 | 122,772 | |
| 5″ | 138,430 | 136,951 | 135,472 | |
| 5½» | 151,130 | 148,651 | 148,172 | |
| 6″ | 163,830 | 162,351 | 160,872 |
Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов (en:Nominal Pipe Size).
Резьба трубная коническая, R (BSPT)
Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81. Основана на резьбе BSW (British Standard Whitworth)и совместима с резьбой BSP (British standard pipe tapered thread), именуемая BSPT (уплотнение достигается за счет смятия резьбы в месте резьбового соединения при ввёртывании штуцера).
- ГОСТ 6211-81 — Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
Какой размер резьбы G и ZG?
G (от Gas Pipe/нем. Gewinde) — британское негерметичное соединение. прямая трубная резьба 55°, который можно герметизировать, добавив уплотнительное кольцо или прокладку. В разъемах серии VPC резьба G по умолчанию поставляется с уплотнительным кольцом.
Существует два типа резьбы G: наружная и внутренняя.Резьба G с уплотнительными кольцами подходит для трубопроводов низкого давления, несущих статические нагрузки.В трубопроводах низкого давления, несущих статические нагрузки, эластичность и сжимаемость уплотнительных колец позволяют при затяжке заполнять зазоры между резьбами, образуя эффективное уплотнение.В то же время эластичность уплотнительного кольца может компенсировать смещение трубопровода, вызванное изменениями температуры или вибрацией, еще больше усиливая уплотняющий эффект и предотвращая утечку среды.
ЗГ — это Коническая трубная резьба 55° для герметичного соединения.Конусность составляет 1:16.Обычно он используется для фитингов водопроводных труб и широко используется в европейских странах.В новом стандарте резьба ZG может быть заменена на Rc (внутренняя резьба), то есть резьбы ZG и RC совместимы.
6. Совместима ли резьба G с NPT?
НЕТ.Угол и шаг резьбы (количество витков на дюйм) резьб G и NPT различаются.
7. Какой размер резьбы R?
Резьба R (от немецкого rohr) — собирательное название Герметичная трубная резьба 55° с закругленной вершиной и корнем.
Rp — герметичная внутренняя прямая резьба 55°. Эти резьбы в основном используются в условиях высоких температур, высокого давления или внутри систем смазки.
Rs — герметичная прямая наружная резьба 55°.
Rc — герметичная коническая внутренняя резьба 55° с конусностью 1:16, в настоящее время обычно называют резьбой R.
R1 — герметичная коническая наружная резьба 55°.Прямая внутренняя резьба (Rp) + Коническая наружная резьба (R1), ‘прямой/конический’ соответствовать.
R2 — герметичная коническая наружная резьба 55°.Коническая внутренняя резьба (Rc) + Коническая наружная резьба (R2), ‘конус/конус’ соответствовать.
8. В чем разница между резьбой BSPT и NPT?
Угол и шаг (количество витков на дюйм) резьбы различны. BSPT составляет 55°, а NPT — 60°..
9. Как идентифицировать потоки BSP?
10. BSP и G — это одно и то же?
В каком-то смысле это то же самое. В соответствии с последним стандартом BS EN ISO-228-1, резьба G аналогична стандарту резьбы BSPP в ветви резьбы BSP и может использоваться совместимо.В конце статьи приведены новейшие стандарты для различных потоков, которые помогут вам различать их.
11. Совместимы ли резьбы R и G?
Несовместимый, они соответствуют разным стандартам потоков.R (Rc) — коническая внутренняя резьба 55°, а G — прямая трубная резьба 55°.
12. Является ли BSPP тем же, что и BSP?
BSPP — это ответвление британского стандарта трубной резьбы BSP 55°.BSPP — это британская герметичная прямая трубная резьба с углом 55°.
13. Что означает G в размере трубы?
Например: G1/4′,1/4 относится к внутреннему диаметру трубки в дюймах.
14. Можно ли подключить БСПП к ДНЯО?
Нет, угол и шаг (количество витков на дюйм) двух резьб различны.
15. В чем разница между резьбой BSP и BSPT?
БСПТ является подразделением британской БСП. 55°Стандарт трубной резьбы.

BSPT — это британская герметичная коническая трубная резьба с углом 55°.
16. Являются ли BSP и BSPT взаимозаменяемыми?
Большинство заводов используют BSP для обозначения BSPT, но преобладают фактические данные измерения резьбы..
17. Резьба BSPP, BSP, G или PF?
Все резьбы BSPP, BSPF (PF) и G соответствуют стандарту BS EN ISO-228-1 и могут быть совместимый.Все четыре — императорские нити.
18. Резьба BSPT, PT, R или ZG?
БСПТ(ПТ), Р(Rc) и резьбы ZG соответствуют стандарту BS EN 10226-1 и могут быть совместимый.
G, BSPP, BSPT, R резьбы по международным стандартам
G — Британский незагерметизированная параллельная трубная резьба (Международные стандарты: BS 2779, BS EN ISO 228-1, ISO 7-1)
БСПП — Британская стандартная параллельная трубная резьба (Международные стандарты: BS 2779, BS EN ISO 228-1, ISO 7-1)
БСПТ — Британская стандартная трубная коническая резьба (Международные стандарты: BS 21, BS EN 10226-1, ISO 7-1)
Р (Рп, Рс, Рс, Р1, Р2) — Британский коническая трубная резьба (Международные стандарты: BS 21, BS EN 10226-1, ISO 7-1, DIN 2999)
Все четверо являются частью семьи Уитворт Тред.
Характеристики и данные резьбы могут различаться для разных типов машин.Если вы не можете подтвердить нужный вам размер резьбы, пожалуйста Связаться с нами, VPC Pneumatic поможет вам выбрать лучший резьбовой компонент.
Библиография:
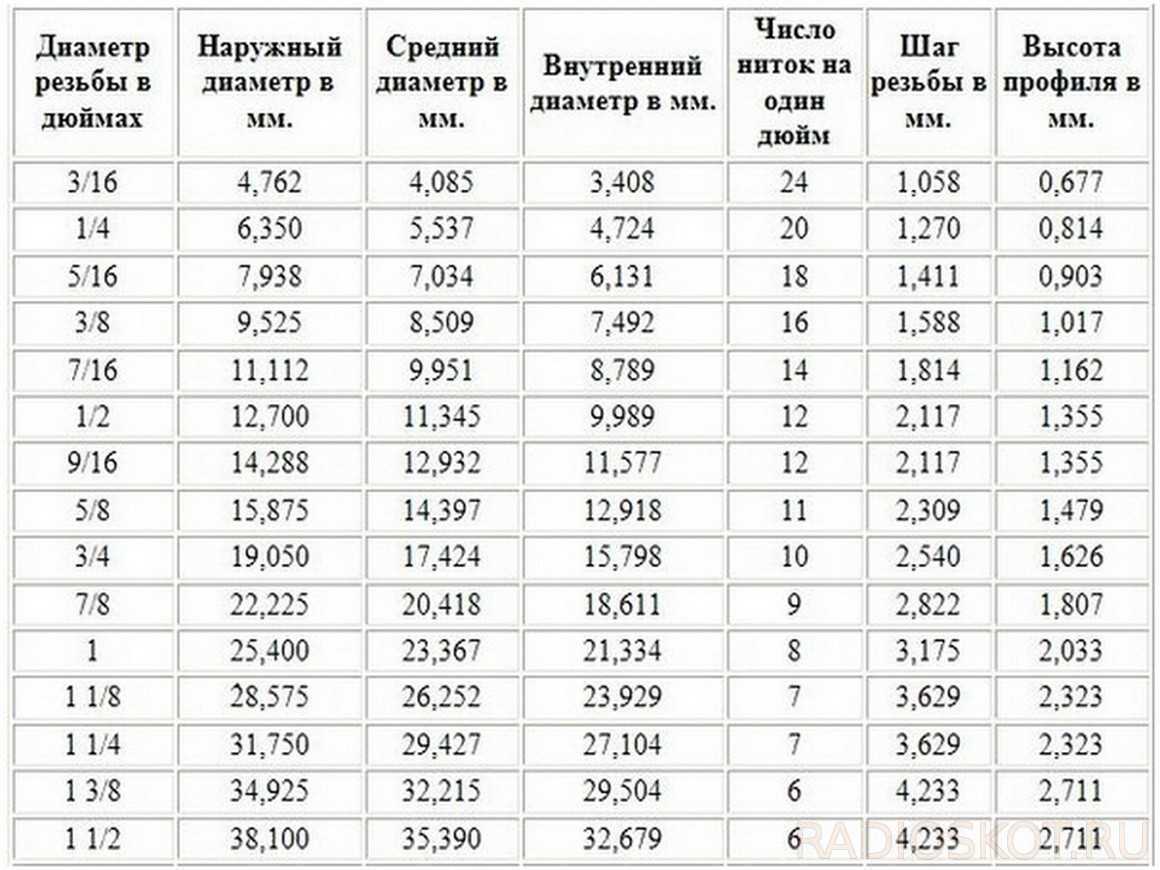
Whitworth Coarse Thread BS 84 BSW (British Standard Whitworth)
BSW (British Standard Whitworth) — Резьбы, самые распространенные в Великобритании.
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| W 1/16″ | 1/16 | 1,588 | 1,05 | 60 | 0,423 |
| W 3/32″ | 3/32 | 2,381 | 1,70 | 48 | 0,529 |
| W 1/8″ | 1/8 | 3,175 | 2,36 | 40 | 0,635 |
| W 5/32″ | 5/32 | 3,969 | 2,95 | 32 | 0,794 |
| W 3/16″ | 3/16 | 4,763 | 3,41 | 24 | 1,058 |
| W 7/32″ | 7/32 | 5,556 | 4,20 | 24 | 1,058 |
| W 1/4″ | 1/4 | 6,350 | 4,72 | 20 | 1,270 |
| W 5/16″ | 5/16 | 7,940 | 6,13 | 18 | 1,411 |
| W 3/8″ | 3/8 | 9,525 | 7,49 | 16 | 1,587 |
| W 7/16″ | 7/16 | 11,113 | 8,79 | 14 | 1,814 |
| W 1/2″ | 1/2 | 12,700 | 9,99 | 12 | 2,117 |
| W 9/16″ | 9/16 | 14,288 | 11,58 | 12 | 2,117 |
| W 5/8″ | 5/8 | 15,875 | 12,92 | 11 | 2,309 |
| W 3/4″ | 3/4 | 19,050 | 15,80 | 10 | 2,540 |
| W 7/8″ | 7/8 | 22,225 | 18,61 | 9 | 2,822 |
| W 1″ | 1 | 25,400 | 21,34 | 8 | 3,175 |
| W 1 1/8″ | 1 1/8 | 28,575 | 23,93 | 7 | 3,628 |
| W 1 1/4″ | 1 1/4 | 31,750 | 27,11 | 7 | 3,628 |
| W 1 3/8″ | 1 3/8 | 34,925 | 29,51 | 6 | 4,233 |
| W 1 1/2″ | 1 1/2 | 38,100 | 32,68 | 6 | 4,233 |
| W 1 5/8″ | 1 5/8 | 41,275 | 34,77 | 5 | 5,080 |
| W 1 3/4″ | 1 3/4 | 44,450 | 37,95 | 5 | 5,080 |
| W 1 7/8″ | 1 7/8 | 47,625 | 40,40 | 4,5 | 5,644 |
| W 2″ | 2 | 50,800 | 43,58 | 4,5 | 5,644 |
| W 2 1/4″ | 2 1/2 | 57,150 | 49,02 | 4 | 6,350 |
| W 2 1/2″ | 2 1/2 | 63,500 | 55,37 | 4 | 6,350 |
| W 2 3/4″ | 2 3/4 | 69,850 | 60,56 | 3,5 | 7,257 |
| W 3 « | 3 | 76,200 | 66,91 | 3,5 | 7,257 |
| W 3 1/4″ | 3 1/4 | 82,550 | 72,55 | 3,25 | 7,815 |
| W 3 1/2″ | 3 1/2 | 88,900 | 78,90 | 3,25 | 7,815 |
| W 3 3/4″ | 3 3/4 | 95,250 | 84,41 | 3 | 8,467 |
| W 4″ | 4 | 101,600 | 90,76 | 3 | 8,467 |